link 1 /2012 04 TRENDS & MARKETS Rieter – con toda fuerza para ...
link 1 /2012 04 TRENDS & MARKETS Rieter – con toda fuerza para ...
link 1 /2012 04 TRENDS & MARKETS Rieter – con toda fuerza para ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
24 LINK 59 . 1 /<strong>2012</strong><br />
TECHNOLOGY<br />
Longitud promedia de las fibras (n) [mm]<br />
Il. 6<br />
Il. 7<br />
Número de imperfecciones<br />
Il. 8<br />
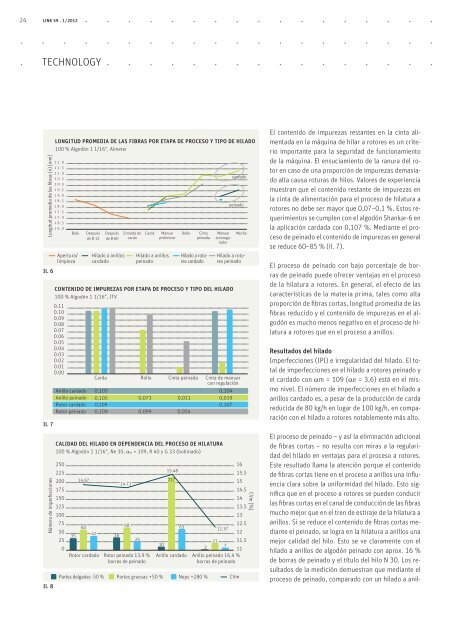
LONGITUD PROMEDIA DE LAS FIBRAS POR ETAPA DE PROCESO Y TIPO DE HILADO<br />
100 % Algodón 1 1/16", Almeter<br />
2 2 . 0<br />
2 1 . 5<br />
2 1 . 0<br />
2 0 . 5<br />
2 0 . 0<br />
1 9 . 5<br />
1 9 . 0<br />
1 8 . 5<br />
1 8 . 0<br />
1 7 . 5<br />
1 7 . 0<br />
1 6 . 5<br />
1 6 . 0<br />
Apertura/<br />
limpieza<br />
0.11<br />
0.10<br />
0.09<br />
0.08<br />
0.07<br />
0.06<br />
0.05<br />
0.<strong>04</strong><br />
0.03<br />
0.02<br />
0.01<br />
0.00<br />
250<br />
225<br />
200<br />
175<br />
150<br />
125<br />
100<br />
75<br />
50<br />
25<br />
0<br />
Bala Después<br />
de B 12<br />
35<br />
14.87<br />
60<br />
Carda Rollo Cinta peinada Cinta de manuar<br />
<strong>con</strong> regulación<br />
0,105<br />
0,1<strong>04</strong><br />
0,105 0,073 0,011 0,019<br />
0,109<br />
0,107<br />
0,109<br />
0,099 0,054<br />
42<br />
Después<br />
de B 60<br />
Hilado a anillos<br />
cardado<br />
38<br />
Entrada de<br />
carda<br />
14.71<br />
68<br />
24<br />
Carda Manuar Rollo Cinta Manuar Mecha<br />
preliminar<br />
peinada autoregulador<br />
Hilado a anillos<br />
peinado<br />
10<br />
15.48<br />
217<br />
Hilado a rotores<br />
cardado<br />
63<br />
Hilado a rotores<br />
peinado<br />
CONTENIDO DE IMPUREZAS POR ETAPA DE PROCESO Y TIPO DEL HILADO<br />
100 % Algodón 1 1/16", ITV<br />
Anillo cardado<br />
Anillo peinado<br />
Rotor cardado<br />
Rotor peinado<br />
CALIDAD DEL HILADO EN DEPENDENCIA DEL PROCESO DE HILATURA<br />
100 % Algodón 1 1/16", Ne 30, αm = 109, R 40 y G 33 (bobinado)<br />
Rotor cardado Rotor peinado 13,9 %<br />
borras de peinado<br />
Anillo cardado<br />
Partes delgadas -50 % Partes gruesas +50 % Neps +280 %<br />
12.37<br />
cardado<br />
peinado<br />
16<br />
15.5<br />
15<br />
14.5<br />
14<br />
13.5<br />
13<br />
12.5<br />
12<br />
21 11.5<br />
2<br />
7<br />
11<br />
Anillo peinado 16,4 %<br />
borras de peinado<br />
CVm<br />
CVm [%]<br />
El <strong>con</strong>tenido de impurezas restantes en la cinta alimentada<br />
en la máquina de hilar a rotores es un criterio<br />
importante <strong>para</strong> la seguridad de funcionamiento<br />
de la máquina. El ensuciamiento de la ranura del rotor<br />
en caso de una proporción de impurezas demasiado<br />
alta causa roturas de hilos. Valores de experiencia<br />
muestran que el <strong>con</strong>tenido restante de impurezas en<br />
la cinta de alimentación <strong>para</strong> el proceso de hilatura a<br />
rotores no debe ser mayor que 0,07<strong>–</strong>0,1 %. Estos requerimientos<br />
se cumplen <strong>con</strong> el algodón Shankar-6 en<br />
la aplicación cardada <strong>con</strong> 0,107 %. Mediante el proceso<br />
de peinado el <strong>con</strong>tenido de impurezas en general<br />
se reduce 60<strong>–</strong>85 % (il. 7).<br />
El proceso de peinado <strong>con</strong> bajo porcentaje de borras<br />
de peinado puede ofrecer ventajas en el proceso<br />
de la hilatura a rotores. En general, el efecto de las<br />
características de la materia prima, tales como alta<br />
proporción de fibras cortas, longitud promedia de las<br />
fibras reducido y el <strong>con</strong>tenido de impurezas en el algodón<br />
es mucho menos negativo en el proceso de hilatura<br />
a rotores que en el proceso a anillos.<br />
Resultados del hilado<br />
Imperfecciones (IPI) e irregularidad del hilado. El total<br />
de imperfecciones en el hilado a rotores peinado y<br />
el cardado <strong>con</strong> αm = 109 (αe = 3,6) está en el mismo<br />
nivel. El número de imperfecciones en el hilado a<br />
anillos cardado es, a pesar de la producción de carda<br />
reducida de 80 kg/h en lugar de 100 kg/h, en com<strong>para</strong>ción<br />
<strong>con</strong> el hilado a rotores notablemente más alto.<br />
El proceso de peinado <strong>–</strong> y así la eliminación adicional<br />
de fibras cortas <strong>–</strong> no resulta <strong>con</strong> miras a la regularidad<br />
del hilado en ventajas <strong>para</strong> el proceso a rotores.<br />
Este resultado llama la atención porque el <strong>con</strong>tenido<br />
de fibras cortas tiene en el proceso a anillos una influencia<br />
clara sobre la uniformidad del hilado. Esto significa<br />
que en el proceso a rotores se pueden <strong>con</strong>ducir<br />
las fibras cortas en el canal de <strong>con</strong>ducción de las fibras<br />
mucho mejor que en el tren de estiraje de la hilatura a<br />
anillos. Si se reduce el <strong>con</strong>tenido de fibras cortas mediante<br />
el peinado, se logra en la hilatura a anillos una<br />
mejor calidad del hilo. Esto se ve claramente <strong>con</strong> el<br />
hilado a anillos de algodón peinado <strong>con</strong> aprox. 16 %<br />
de borras de peinado y el título del hilo N 30. Los resultados<br />
de la medición demuestran que mediante el<br />
proceso de peinado, com<strong>para</strong>do <strong>con</strong> un hilado a anil-