3R Im Zeichen der Kanäle (Vorschau)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
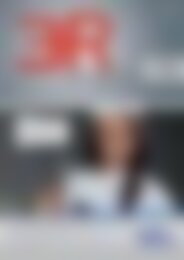
Bild 6: Schweißung einer 1.000 mm Muffe<br />
Bild 7: Spannelement<br />
rameter durch mechanische Prüfungen verifiziert. Bild 5<br />
zeigt die entsprechenden Festigkeiten und exemplarisch<br />
Bruchbil<strong>der</strong> <strong>der</strong> geschweißten Verbindungen.<br />
Beim Vergleich <strong>der</strong> Ergebnisse <strong>der</strong> Zugprüfungen von<br />
geschweißten Proben mit denen des ungeschweißten Materials<br />
lassen sich so genannte Schweißfaktoren berechnen.<br />
Die erreichten Kurzzeitzug-Schweißfaktoren lagen<br />
dabei im Bereich zwischen 0,90 und 0,94. Das duktile<br />
Bruchverhalten <strong>der</strong> einzelnen Probekörper deutete auf eine<br />
qualitativ hochwertige Verbindung hin.<br />
Die anschließenden Messungen <strong>der</strong> Oxidations-Induktions-Zeit<br />
(OIT) in <strong>der</strong> Schweißzone deuteten auf einen sehr<br />
geringen Stabilisatorabbau hin, das ebenso einen Hinweis<br />
auf die optimal entwickelten Schweißparameter liefert.<br />
Zeitstand-Innendruckversuch<br />
Für den Zeitstand-Innendruckversuch wurde eine 1.000<br />
mm Verbindung hergestellt. Die Rohre wurden mit einem<br />
Vorschweißbund und mit Hilfe einer Los-Blindflanschverbindung<br />
an den Enden verschlossen (vgl. Bild 6).<br />
Eine Zeitstand-Innendruckprüfung wurde nach DIN EN<br />
12201-3 in Anschluss an die Vorkonditionierung von 24<br />
Stunden mit folgenden Prüfbedingungen durchgeführt:<br />
Zeit:<br />
100 h<br />
Temperatur: 20 °C<br />
Umfangsspannung: 12,4 MPa<br />
Prüfdruck: 24,8 bar<br />
Die Zeitstand-Innendruckprüfung wurde erfolgreich<br />
durchgeführt und die von <strong>der</strong> DIN EN 12201-3 an eine<br />
Heizwendelschweißverbindung gestellten Anfor<strong>der</strong>ungen<br />
erfüllt.<br />
Der Zeitstand-Innendruckversuch bestätigte somit<br />
die optimierten Schweißparameter für eine Heizwendelschweißverbindung<br />
für Rohre 1.000 mm.<br />
Bewertung <strong>der</strong> Ergebnisse<br />
In Rahmen dieses Projekts wurden Heizwendelschweißparameter<br />
für Rohrsysteme mit großen Durchmessern<br />
erfolgreich entwickelt und überprüft. Mit Hilfe eines mathematischen<br />
Tools, das auf mehreren Extrapolationen<br />
basiert, können dabei die entsprechenden Parameter auch<br />
auf die zu schweißende Rohrdurchmesser (bis zu einem<br />
Außendurchmesser von 2.500 mm) angepasst werden.<br />
Die Prüfung bzw. Verifizierung <strong>der</strong> Qualität solcher<br />
Verbindungen (z. B. durch Zeitstand-Innendruckprüfungen)<br />
war jedoch aus technischen Gründen nur bis zu einem<br />
Außendurchmesser von 1.000 mm möglich.<br />
In dieser Forschungsarbeit wurde insbeson<strong>der</strong>e auf die<br />
Energienutzung (Haupteinflussfaktor bei <strong>der</strong> Parameterentwicklung)<br />
während des Schweißvorgangs eingegangen.<br />
Als Störfaktoren (zunehmend mit steigendem Durchmesser)<br />
haben sich allerdings bei den Schweißungen die<br />
Ovalitäten <strong>der</strong> Rohre und <strong>der</strong> Muffen im Laufe des Projekts<br />
herauskristallisiert. Probleme bei <strong>der</strong> Verarbeitung<br />
von Großrohren waren allerdings in erster Linie auf Formabweichungen<br />
(Ovalität und Abplattungen) zurückzuführen.<br />
Für die Verbesserung des Passungsverhältnisses bei<br />
Muffenbauteilen und Spaltüberbrückung während des<br />
Schweißvorgangs könnte z. B. eine Vorwärmtechnik ein-<br />
3 / 2011 173