Umformen - Blechnet
Umformen - Blechnet
Umformen - Blechnet

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Umformsimulation –Anzahl<br />
der Korrekturschleifen halbiert<br />
Autoform Engineering demonstriert in einem Projekt mit der Schuler Cartec,<br />
wie die Kompensation der Rückfederung im betrieblichen Alltag umsetzbar ist.<br />
Die Rückfederungskompensation ist der nächste logische Schritt, nachdem die<br />
Simulation der Rückfederung inzwischen so gute Ergebnisse liefert, dass deren<br />
Einsatz im industriellen Umfeld außer Frage steht. Als Demonstrationsbeispiel<br />
dient ein kniffliger Längsträger der E-Klasse von Daimler.<br />
MARKUS THOMMA<br />
Mit geschwungenen Formen in allen<br />
drei Achsrichtungen stellt der<br />
Längsträger ein komplexes Umformteil<br />
dar. Hochgestellte Flansche bringen<br />
zusätzliche Spannungen in das Bauteil<br />
und zahlreiche anzubauendeTeile verlangen<br />
eine hohe Genauigkeit. Mit ZStE 340 handelt<br />
es sich beim Bauteilwerkstoff umein<br />
gängiges, höherfestes, gleichwohl anspruchsvolles<br />
Material. Bemerkenswert am<br />
Träger ist, dass nicht bloß eine, sondern<br />
drei Operationen einzeln kompensiert werden.<br />
Das erhöht die Komplexität. Hinzu<br />
kommen Toleranzbänder, teilweise einseitig,<br />
von wenigen Zehntelmillimetern.<br />
Mit Hilfeder AutoformTooling andTryout<br />
Solution validiert Schuler Cartec die Methode<br />
und Ziehanlage, führt eine Beschnittanalyse<br />
durch und optimiert die Beschnittkonturen.<br />
In der Folge vertieft Autoform<br />
Engineering die Analyse. NachBerechnung<br />
der Rückfederung dienen die Ergebnisse<br />
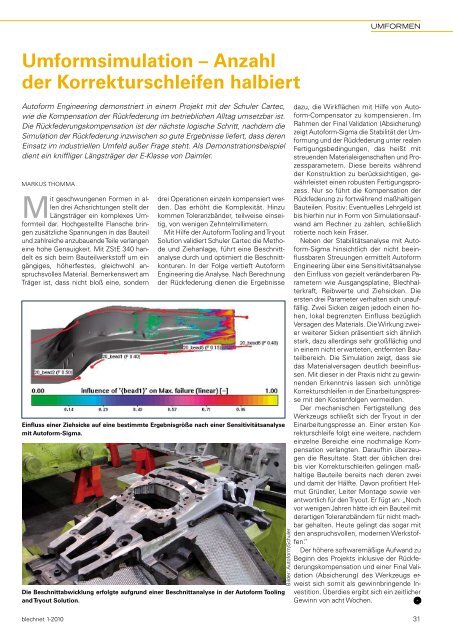
Einfluss einer Ziehsicke auf eine bestimmte Ergebnisgröße nach einer Sensitivitätsanalyse<br />
mit Autoform-Sigma.<br />
Die Beschnittabwicklung erfolgte aufgrund einer Beschnittanalyse in der Autoform Tooling<br />
and Tryout Solution.<br />
umformen<br />
dazu, die Wirkflächen mit Hilfe von Autoform-Compensator<br />
zu kompensieren. Im<br />
Rahmen der Final Validation (Absicherung)<br />
zeigt Autoform-Sigma die Stabilität der Umformung<br />
und der Rückfederung unter realen<br />
Fertigungsbedingungen, das heißt mit<br />
streuenden Materialeigenschaften und Prozessparametern.<br />
Diese bereits während<br />
der Konstruktion zu berücksichtigen, gewährleistet<br />
einen robusten Fertigungsprozess.<br />
Nur so führt die Kompensation der<br />
Rückfederung zu fortwährend maßhaltigen<br />
Bauteilen. Positiv: Eventuelles Lehrgeld ist<br />
bis hierhin nur in Form vonSimulationsaufwand<br />
am Rechner zu zahlen, schließlich<br />
rotierte noch kein Fräser.<br />
Neben der Stabilitätsanalyse mit Autoform-Sigma<br />
hinsichtlich der nicht beeinflussbaren<br />
Streuungen ermittelt Autoform<br />
Engineering über eine Sensitivitätsanalyse<br />
den Einfluss vongezielt veränderbaren Parametern<br />
wie Ausgangsplatine, Blechhalterkraft,<br />
Reibwerte und Ziehsicken. Die<br />
ersten drei Parameter verhalten sichunauffällig.<br />
Zwei Sicken zeigen jedoch einen hohen,<br />
lokal begrenzten Einfluss bezüglich<br />
Versagen des Materials. Die Wirkung zweier<br />
weiterer Sicken präsentiert sich ähnlich<br />
stark, dazu allerdings sehr großflächig und<br />
in einemnicht erwarteten, entfernten Bauteilbereich.<br />
Die Simulation zeigt, dass sie<br />
das Materialversagen deutlich beeinflussen.<br />
Mit dieser in der Praxis nicht zu gewinnenden<br />
Erkenntnis lassen sich unnötige<br />
Korrekturschleifen in der Einarbeitungspresse<br />
mit den Kostenfolgen vermeiden.<br />
Der mechanischen Fertigstellung des<br />
Werkzeugs schließt sich der Tryout in der<br />
Einarbeitungspresse an. Einer ersten Korrekturschleife<br />
folgt eine weitere, nachdem<br />
einzelne Bereiche eine nochmalige Kompensation<br />
verlangten. Daraufhin überzeugen<br />
die Resultate. Statt der üblichen drei<br />
bis vier Korrekturschleifen gelingen maßhaltige<br />
Bauteile bereits nach deren zwei<br />
und damit der Hälfte. Davon profitiert Helmut<br />
Gründler, Leiter Montage sowie verantwortlichfür<br />
denTryout. Er fügt an: „Noch<br />
vorwenigen Jahren hätte ichein Bauteil mit<br />
derartigenToleranzbändern für nicht machbar<br />
gehalten. Heute gelingt das sogar mit<br />
den anspruchsvollen, modernen Werkstoffen.“<br />
Der höhere softwaremäßige Aufwand zu<br />
Beginn des Projekts inklusive der Rückfederungskompensation<br />
und einer Final Validation<br />
(Absicherung) des Werkzeugs erweist<br />
sich somit als gewinnbringende Investition.<br />
Überdies ergibt sichein zeitlicher<br />
Gewinn von achtWochen.<br />
blechnet 1-2010 31<br />
Bilder: Autoform/Schuler