

CNC 800T -OEM - (deu) - Fagor Automation
CNC 800T -OEM - (deu) - Fagor Automation
CNC 800T -OEM - (deu) - Fagor Automation

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
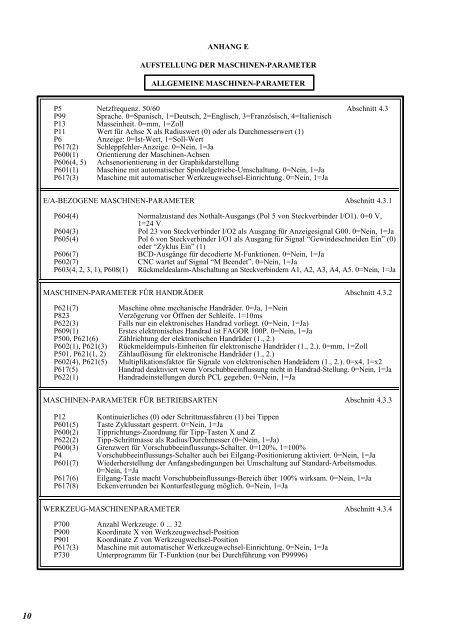
ANHANG EAUFSTELLUNG DER MASCHINEN-PARAMETERALLGEMEINE MASCHINEN-PARAMETERP5 Netzfrequenz. 50/60 Abschnitt 4.3P99 Sprache. 0=Spanisch, 1=Deutsch, 2=Englisch, 3=Französisch, 4=ItalienischP13 Masseinheit. 0=mm, 1=ZollP11 Wert für Achse X als Radiuswert (0) oder als Durchmesserwert (1)P6 Anzeige: 0=Ist-Wert, 1=Soll-WertP617(2) Schleppfehler-Anzeige. 0=Nein, 1=JaP600(1) Orientierung der Maschinen-AchsenP606(4, 5) Achsenorientierung in der GraphikdarstellungP601(1) Maschine mit automatischer Spindelgetriebe-Umschaltung. 0=Nein, 1=JaP617(3) Maschine mit automatischer Werkzeugwechsel-Einrichtung. 0=Nein, 1=JaE/A-BEZOGENE MASCHINEN-PARAMETER Abschnitt 4.3.1P604(4) Normalzustand des Nothalt-Ausgangs (Pol 5 von Steckverbinder I/O1). 0=0 V,1=24 VP604(3)Pol 23 von Steckverbinder I/O2 als Ausgang für Anzeigesignal G00. 0=Nein, 1=JaP605(4) Pol 6 von Steckverbinder I/O1 als Ausgang für Signal “Gewindeschneiden Ein” (0)oder “Zyklus Ein” (1)P606(7)BCD-Ausgänge für decodierte M-Funktionen. 0=Nein, 1=JaP602(7)<strong>CNC</strong> wartet auf Signal “M Beendet”. 0=Nein, 1=JaP603(4, 2, 3, 1), P608(1) Rückmeldealarm-Abschaltung an Steckverbindern A1, A2, A3, A4, A5. 0=Nein, 1=JaMASCHINEN-PARAMETER FÜR HANDRÄDER Abschnitt 4.3.2P621(7)Maschine ohne mechanische Handräder. 0=Ja, 1=NeinP823Verzögerung vor Öffnen der Schleife. 1=10msP622(3)Falls nur ein elektronisches Handrad vorliegt. (0=Nein, 1=Ja)P609(1)Erstes elektronisches Handrad ist FAGOR 100P. 0=Nein, 1=JaP500, P621(6) Zählrichtung der elektronischen Handräder (1., 2.)P602(1), P621(3) Rückmeldeimpuls-Einheiten für elektronische Handräder (1., 2.). 0=mm, 1=ZollP501, P621(1, 2) Zählauflösung für elektronische Handräder (1., 2.)P602(4), P621(5) Multiplikationsfaktor für Signale von elektronischen Handrädern (1., 2.). 0=x4, 1=x2P617(5)Handrad deaktiviert wenn Vorschubbeeinflussung nicht in Handrad-Stellung. 0=Nein, 1=JaP622(1)Handradeinstellungen durch PCL gegeben. 0=Nein, 1=JaMASCHINEN-PARAMETER FÜR BETRIEBSARTEN Abschnitt 4.3.3P12 Kontinuierliches (0) oder Schrittmassfahren (1) bei TippenP601(5) Taste Zyklusstart gesperrt. 0=Nein, 1=JaP600(2) Tipprichtungs-Zuordnung für Tipp-Tasten X und ZP622(2) Tipp-Schrittmasse als Radius/Durchmesser (0=Nein, 1=Ja)P600(3) Grenzwert für Vorschubbeeinflussungs-Schalter. 0=120%, 1=100%P4 Vorschubbeeinflussungs-Schalter auch bei Eilgang-Positionierung aktiviert. 0=Nein, 1=JaP601(7) Wiederherstellung der Anfangsbedingungen bei Umschaltung auf Standard-Arbeitsmodus.0=Nein, 1=JaP617(6) Eilgang-Taste macht Vorschubbeinflussungs-Bereich über 100% wirksam. 0=Nein, 1=JaP617(8) Eckenverrunden bei Konturfestlegung möglich. 0=Nein, 1=JaWERKZEUG-MASCHINENPARAMETER Abschnitt 4.3.4P700 Anzahl Werkzeuge. 0 ... 32P900 Koordinate X von Werkzeugwechsel-PositionP901 Koordinate Z von Werkzeugwechsel-PositionP617(3) Maschine mit automatischer Werkzeugwechsel-Einrichtung. 0=Nein, 1=JaP730 Unterprogramm für T-Funktion (nur bei Durchführung von P99996)10





