

CNC 800T -OEM - (deu) - Fagor Automation
CNC 800T -OEM - (deu) - Fagor Automation
CNC 800T -OEM - (deu) - Fagor Automation

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
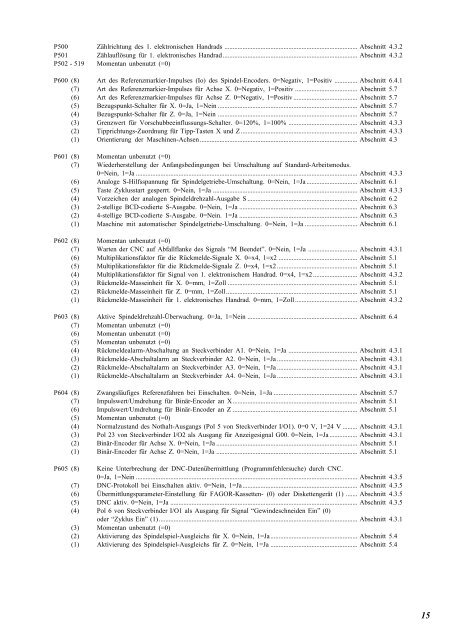
P500 Zählrichtung des 1. elektronischen Handrads ................................................................................. Abschnitt 4.3.2P501 Zählauflösung für 1. elektronisches Handrad .................................................................................. Abschnitt 4.3.2P502 - 519 Momentan unbenutzt (=0)P600 (8) Art des Referenzmarkier-Impulses (Io) des Spindel-Encoders. 0=Negativ, 1=Positiv .............. Abschnitt 6.4.1(7) Art des Referenzmarkier-Impulses für Achse X. 0=Negativ, 1=Positiv ...................................... Abschnitt 5.7(6) Art des Referenzmarkier-Impulses für Achse Z. 0=Negativ, 1=Positiv ....................................... Abschnitt 5.7(5) Bezugspunkt-Schalter für X. 0=Ja, 1=Nein ..................................................................................... Abschnitt 5.7(4) Bezugspunkt-Schalter für Z. 0=Ja, 1=Nein ..................................................................................... Abschnitt 5.7(3) Grenzwert für Vorschubbeeinflussungs-Schalter. 0=120%, 1=100% .......................................... Abschnitt 4.3.3(2) Tipprichtungs-Zuordnung für Tipp-Tasten X und Z ....................................................................... Abschnitt 4.3.3(1) Orientierung der Maschinen-Achsen ................................................................................................ Abschnitt 4.3P601 (8) Momentan unbenutzt (=0)(7) Wiederherstellung der Anfangsbedingungen bei Umschaltung auf Standard-Arbeitsmodus.0=Nein, 1=Ja ....................................................................................................................................... Abschnitt 4.3.3(6) Analoge S-Hilfsspannung für Spindelgetriebe-Umschaltung. 0=Nein, 1=Ja ............................... Abschnitt 6.1(5) Taste Zyklusstart gesperrt. 0=Nein, 1=Ja ........................................................................................ Abschnitt 4.3.3(4) Vorzeichen der analogen Spindeldrehzahl-Ausgabe S ................................................................... Abschnitt 6.2(3) 2-stellige BCD-codierte S-Ausgabe. 0=Nein, 1=Ja ........................................................................ Abschnitt 6.3(2) 4-stellige BCD-codierte S-Ausgabe. 0=Nein. 1=Ja ........................................................................ Abschnitt 6.3(1) Maschine mit automatischer Spindelgetriebe-Umschaltung. 0=Nein, 1=Ja ................................ Abschnitt 6.1P602 (8) Momentan unbenutzt (=0)(7) Warten der <strong>CNC</strong> auf Abfallflanke des Signals “M Beendet”. 0=Nein, 1=Ja .............................. Abschnitt 4.3.1(6) Multiplikationsfaktor für die Rückmelde-Signale X. 0=x4, 1=x2 ................................................ Abschnitt 5.1(5) Multiplikationsfaktor für die Rückmelde-Signale Z. 0=x4, 1=x2 ................................................. Abschnitt 5.1(4) Multiplikationsfaktor für Signal von 1. elektronischem Handrad. 0=x4, 1=x2 ........................... Abschnitt 4.3.2(3) Rückmelde-Masseinheit für X. 0=mm, 1=Zoll ............................................................................... Abschnitt 5.1(2) Rückmelde-Masseinheit für Z. 0=mm, 1=Zoll................................................................................ Abschnitt 5.1(1) Rückmelde-Masseinheit für 1. elektronisches Handrad. 0=mm, 1=Zoll ...................................... Abschnitt 4.3.2P603 (8) Aktive Spindeldrehzahl-Überwachung. 0=Ja, 1=Nein ................................................................... Abschnitt 6.4(7) Momentan unbenutzt (=0)(6) Momentan unbenutzt (=0)(5) Momentan unbenutzt (=0)(4) Rückmeldealarm-Abschaltung an Steckverbinder A1. 0=Nein, 1=Ja .......................................... Abschnitt 4.3.1(3) Rückmelde-Abschaltalarm an Steckverbinder A2. 0=Nein, 1=Ja ................................................. Abschnitt 4.3.1(2) Rückmelde-Abschaltalarm an Steckverbinder A3. 0=Nein, 1=Ja ................................................. Abschnitt 4.3.1(1) Rückmelde-Abschaltalarm an Steckverbinder A4. 0=Nein, 1=Ja ................................................. Abschnitt 4.3.1P604 (8) Zwangsläufiges Referenzfahren bei Einschalten. 0=Nein, 1=Ja ................................................... Abschnitt 5.7(7) Impulswert/Umdrehung für Binär-Encoder an X............................................................................ Abschnitt 5.1(6) Impulswert/Umdrehung für Binär-Encoder an Z ............................................................................ Abschnitt 5.1(5) Momentan unbenutzt (=0)(4) Normalzustand des Nothalt-Ausgangs (Pol 5 von Steckverbinder I/O1). 0=0 V, 1=24 V ......... Abschnitt 4.3.1(3) Pol 23 von Steckverbinder I/O2 als Ausgang für Anzeigesignal G00. 0=Nein, 1=Ja ................. Abschnitt 4.3.1(2) Binär-Encoder für Achse X. 0=Nein, 1=Ja ...................................................................................... Abschnitt 5.1(1) Binär-Encoder für Achse Z. 0=Nein, 1=Ja ...................................................................................... Abschnitt 5.1P605 (8) Keine Unterbrechung der DNC-Datenübermittlung (Programmfehlersuche) durch <strong>CNC</strong>.0=Ja, 1=Nein ....................................................................................................................................... Abschnitt 4.3.5(7) DNC-Protokoll bei Einschalten aktiv. 0=Nein, 1=Ja...................................................................... Abschnitt 4.3.5(6) Übermittlungsparameter-Einstellung für FAGOR-Kassetten- (0) oder Diskettengerät (1) ....... Abschnitt 4.3.5(5) DNC aktiv. 0=Nein, 1=Ja .................................................................................................................. Abschnitt 4.3.5(4) Pol 6 von Steckverbinder I/O1 als Ausgang für Signal “Gewindeschneiden Ein” (0)oder “Zyklus Ein” (1)......................................................................................................................... Abschnitt 4.3.1(3) Momentan unbenutzt (=0)(2) Aktivierung des Spindelspiel-Ausgleichs für X. 0=Nein, 1=Ja..................................................... Abschnitt 5.4(1) Aktivierung des Spindelspiel-Ausgleichs für Z. 0=Nein, 1=Ja ..................................................... Abschnitt 5.415





