mav 12.2021

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
eich ist der Motor für Dauerbelastungen spezifiziert. Je<br />
Drehmomentstufe wurden zehn Wiederholungen durchgeführt.<br />
Außerdem wurde die erzeugte Kraft F in<br />
z-Richtung mithilfe der Kraftmessdose erfasst. Die Ergebnisse<br />
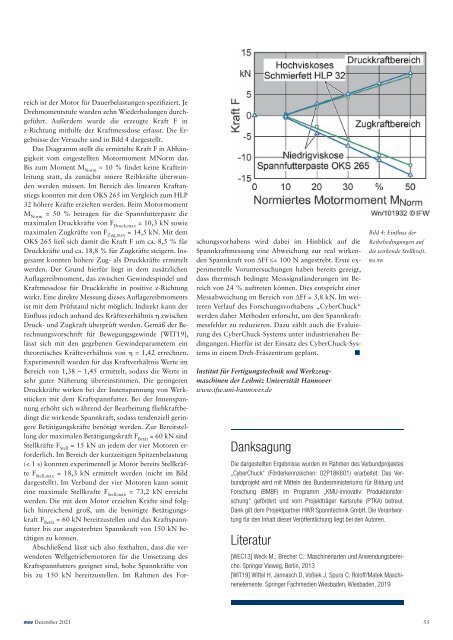
der Versuche sind in Bild 4 dargestellt.<br />
Das Diagramm stellt die ermittelte Kraft F in Abhängigkeit<br />
vom eingestellten Motormoment MNorm dar.<br />
Bis zum Moment M Norm<br />
≈ 10 % findet keine Krafteinleitung<br />
statt, da zunächst innere Reibkräfte überwunden<br />
werden müssen. Im Bereich des linearen Kraftanstiegs<br />
konnten mit dem OKS 265 im Vergleich zum HLP<br />
32 höhere Kräfte erzielten werden. Beim Motormoment<br />
M Norm<br />
= 50 % betragen für die Spannfutterpaste die<br />
maximalen Druckkräfte von F Druck,max<br />
= 10,3 kN sowie<br />
maximalen Zugkräfte von F Zug,max<br />
= 14,5 kN. Mit dem<br />
OKS 265 ließ sich damit die Kraft F um ca. 8,5 % für<br />
Druckkräfte und ca. 18,8 % für Zugkräfte steigern. Insgesamt<br />
konnten höhere Zug- als Druckkräfte ermittelt<br />
werden. Der Grund hierfür liegt in dem zusätzlichen<br />
Auflagereibmoment, das zwischen Gewindespindel und<br />
Kraftmessdose für Druckkräfte in positive z-Richtung<br />
wirkt. Eine direkte Messung dieses Auflagereibmoments<br />
ist mit dem Prüfstand nicht möglich. Indirekt kann der<br />
Einfluss jedoch anhand des Kräfteverhältnis η zwischen<br />
Druck- und Zugkraft überprüft werden. Gemäß der Berechnungsvorschrift<br />
für Bewegungsgewinde [WIT19],<br />
lässt sich mit den gegebenen Gewindeparametern ein<br />
theoretisches Kräfteverhältnis von η = 1,42 errechnen.<br />
Experimentell wurden für das Kraftverhältnis Werte im<br />
Bereich von 1,38 – 1,45 ermittelt, sodass die Werte in<br />
sehr guter Näherung übereinstimmen. Die geringeren<br />
Druckkräfte wirken bei der Innenspannung von Werkstücken<br />
mit dem Kraftspannfutter. Bei der Innenspannung<br />
erhöht sich während der Bearbeitung fliehkraftbedingt<br />
die wirkende Spannkraft, sodass tendenziell geringere<br />
Betätigungskräfte benötigt werden. Zur Bereitstellung<br />
der maximalen Betätigungskraft F Betät<br />
= 60 kN sind<br />
Stellkräfte F Stell<br />
= 15 kN an jedem der vier Motoren erforderlich.<br />
Im Bereich der kurzzeitigen Spitzenbelastung<br />
(< 1 s) konnten experimentell je Motor bereits Stellkräfte<br />
F Stell,max<br />
= 18,3 kN ermittelt werden (nicht im Bild<br />
dargestellt). Im Verbund der vier Motoren kann somit<br />
eine maximale Stellkrafte F Stell,max<br />
= 73,2 kN erreicht<br />
werden. Die mit dem Motor erzielten Kräfte sind folglich<br />
hinreichend groß, um die benötigte Betätigungskraft<br />
F Betät<br />
= 60 kN bereitzustellen und das Kraftspannfutter<br />
bis zur angestrebten Spannkraft von 150 kN betätigen<br />
zu können.<br />
Abschließend lässt sich also festhalten, dass die verwendeten<br />
Wellgetriebemotoren für die Umsetzung des<br />
Kraftspannfutters geeignet sind, hohe Spannkräfte von<br />
bis zu 150 kN bereitzustellen. Im Rahmen des Forschungsvorhabens<br />
wird dabei im Hinblick auf die<br />
Spannkraftmessung eine Abweichung zur real wirkenden<br />
Spannkraft von ∆Ff ≤= 100 N angestrebt. Erste experimentelle<br />
Voruntersuchungen haben bereits gezeigt,<br />
dass thermisch bedingte Messsignaländerungen im Bereich<br />
von 24 % auftreten können. Dies entspricht einer<br />
Messabweichung im Bereich von ∆Ff = 3,8 kN. Im weiteren<br />
Verlauf des Forschungsvorhabens „CyberChuck“<br />
werden daher Methoden erforscht, um den Spannkraftmessfehler<br />
zu reduzieren. Dazu zählt auch die Evaluierung<br />
des CyberChuck-Systems unter industrienahen Bedingungen.<br />
Hierfür ist der Einsatz des CyberChuck-Systems<br />
in einem Dreh-Fräszentrum geplant.<br />
■<br />
Institut für Fertigungstechnik und Werkzeugmaschinen<br />
der Leibniz Universität Hannover<br />
www.ifw.uni-hannover.de<br />
Danksagung<br />
Bild 4: Einfluss der<br />
Reibebedingungen auf<br />
die wirkende Stellkraft.<br />
Bild: IFW<br />
Die dargestellten Ergebnisse wurden im Rahmen des Verbundprojektes<br />
„CyberChuck“ (Förderkennzeichen: 02P18K601) erarbeitet. Das Verbundprojekt<br />
wird mit Mitteln des Bundesministeriums für Bildung und<br />
Forschung (BMBF) im Programm „KMU-innovativ: Produktionsforschung“<br />
gefördert und vom Projektträger Karlsruhe (PTKA) betreut.<br />
Dank gilt dem Projektpartner HWR Spanntechnik GmbH. Die Verantwortung<br />
für den Inhalt dieser Veröffentlichung liegt bei den Autoren.<br />
Literatur<br />
[WEC13] Weck M.; Brecher C.: Maschinenarten und Anwendungsbereiche.<br />
Springer Vieweg, Berlin, 2013<br />
[WIT19] Wittel H, Jannasch D, Voßiek J, Spura C: Roloff/Matek Maschinenelemente.<br />
Springer Fachmedien Wiesbaden, Wiesbaden, 2019<br />
Dezember 2021 53