mav 12.2021

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
undene Vermeidung von Umspannvorgängen bieten<br />
somit insbesondere bei der Drehbearbeitung dünnwandiger<br />
Werkstücke hohes Potenzial zur Steigerung der<br />
Fertigungsgenauigkeit. Zusätzlich lassen sich die Nebenzeiten<br />
verringern. Daher wird im Rahmen des vom<br />
Bundesministerium für Bildung und Forschung (BMBF)<br />
geförderten Verbundvorhabens „CyberChuck“ ein sensorisches<br />
Kraftspannfutter entwickelt und erprobt. Dieses<br />
dient dem Ziel, die Spannkraft sowohl prozessparallel<br />
messen, als auch durch integrierte Aktoren gezielt an<br />
prozessspezifische Anforderungen adaptieren zu können.<br />
In diesem Artikel wird die Auslegung des neuartigen<br />
Kraftspannfutters beschrieben.<br />
Online-Spannkraftmessung<br />
mit sensorischem Kraftspannfutter<br />
Die Grundlage des sensorischen Kraftspannfutters bildet<br />
das zentrisch ausgleichende 4-Backen-Kraftspannfutter<br />
vom Typ VT-S031 der Fa. HWR Spanntechnik<br />
GmbH (HWR). Das Kraftspannfutter ist durch einen<br />
patentierten, zentrisch ausgleichenden Spannmechanismus<br />
dazu in der Lage, sowohl zylindrische als auch prismatische<br />
Bauteile sowie geometrisch unregelmäßige<br />
Werkstücke zu spannen. Mit dem Kraftspannfutter wird<br />
eine maximale Spannkraft F max<br />
= 150 kN angestrebt.<br />
Der von HWR ausgelegte Spannmechanismus des<br />
VT-S031 erzielt diese Spannkraft, sofern in den Spannmechanismus<br />
eine Betätigungskraft F Betät<br />
= 60 kN eingeleitet<br />
wird. Im Rahmen des Forschungsprojekts wird<br />
das bestehende Kraftspannfutter zur Einbringung der<br />
Betätigungskraft um eine integrierte, elektrische Betätigungseinheit<br />
erweitert (s. Bild 2 links). Durch die damit<br />
verbundene direktere Kraftübertragung besitzt das<br />
Kraftspannfutter eine potenziell höhere Sensitivität als<br />
bei einer konventionellen, externen Betätigung mittels<br />
eines hydraulischen Spannzylinders. Zusätzlich werden<br />
zur Bereitstellung des benötigten Hydraulikdrucks keine<br />
energie- und wartungsintensiven Nebenaggregate gebraucht.<br />
Die Konzipierung der Betätigungseinheit gliedert<br />
sich in drei Stufen. In einem ersten Schritt wurden zunächst<br />
anhand eines morphologischen Kastens verschiedene<br />
Betätigungskonzepte generiert. Die abgeleiteten<br />
Lösungsansätze wurden im zweiten Schritt im Hinblick<br />
auf den benötigten Bauraum verglichen und bewertet.<br />
Ein zentrales Bewertungskriterium ist dabei eine kurze<br />
axiale Bauhöhe, um ein kompaktes und damit biegesteifes<br />
Kraftspannfutter zu erzielen. Der dritte Schritt umfasst<br />
die konstruktive Detailplanung des Kraftspannfutters<br />
sowie die Integration geeigneter Antriebskomponenten.<br />
Zur Realisierung der hohen Spannkraft bei zugleich<br />
kompakter Bauweise werden Antriebskomponenten<br />
höchster Leistungsdichte benötigt. Im Rahmen von<br />
Marktrecherchen ließen sich hochkompakte Servomotoren<br />
mit integriertem Wellgetriebe als geeignete Antriebskomponente<br />
identifizieren. Insbesondere im Vergleich<br />
zu konventionellen Servomotoren mit seriellem<br />
Planeten- oder Stufengetriebe ermöglichen Wellgetriebemotoren<br />
höhere Abtriebsmomente bei einer kürzeren<br />
axialen Gesamtbauhöhe. Der im Forschungsprojekt genutzte<br />
Wellgetriebemotor vom Typ FHC-14C der Fa.<br />
Harmonic Drive erreicht Drehmomente von maximal<br />
M max<br />
= 18 Nm bei einer Axiallänge von h = 66 mm.<br />
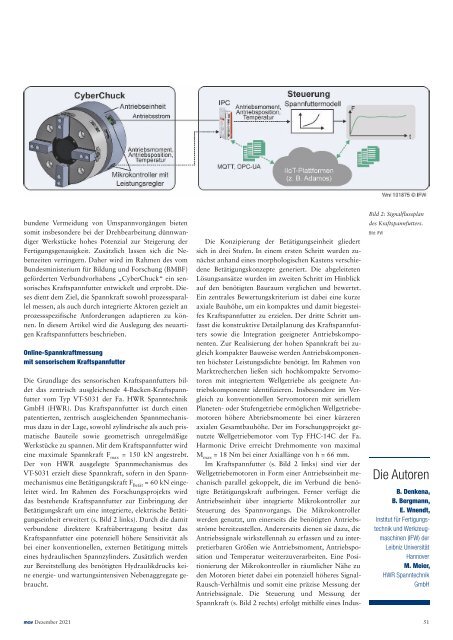
Im Kraftspannfutter (s. Bild 2 links) sind vier der<br />
Wellgetriebemotoren in Form einer Antriebseinheit mechanisch<br />
parallel gekoppelt, die im Verbund die benötigte<br />
Betätigungskraft aufbringen. Ferner verfügt die<br />
Antriebseinheit über integrierte Mikrokontroller zur<br />
Steuerung des Spannvorgangs. Die Mikrokontroller<br />
werden genutzt, um einerseits die benötigten Antriebsströme<br />
bereitzustellen. Andererseits dienen sie dazu, die<br />
Antriebssignale wirkstellennah zu erfassen und zu interpretierbaren<br />
Größen wie Antriebsmoment, Antriebsposition<br />
und Temperatur weiterzuverarbeiten. Eine Positionierung<br />
der Mikrokontroller in räumlicher Nähe zu<br />
den Motoren bietet dabei ein potenziell höheres Signal-<br />
Rausch-Verhältnis und somit eine präzise Messung der<br />
Antriebssignale. Die Steuerung und Messung der<br />
Spannkraft (s. Bild 2 rechts) erfolgt mithilfe eines Indus-<br />
Bild 2: Signalflussplan<br />
des Kraftspannfutters.<br />
Bild: IFW<br />
Die Autoren<br />
B. Denkena,<br />
B. Bergmann,<br />
E. Wnendt,<br />
Institut für Fertigungstechnik<br />
und Werkzeugmaschinen<br />
(IFW) der<br />
Leibniz Universität<br />
Hannover<br />
M. Meier,<br />
HWR Spanntechnik<br />
GmbH<br />
Dezember 2021 51