dihw MAGAZIN 1/2023
Die Fachpublikation dihw MAGAZIN berichtet in vierteljährlichem Turnus über Werkzeuge und Prozesse zur Bearbeitung von Metallen, Metalllegierungen, Verbundwerkstoffen, Naturstein, Beton, Holz- und Holzprodukten, Glas sowie von sonstigen Produkten. Was lesen Sie im dihw MAGAZIN? Branchenübergreifende Berichte im Sinne der spezifischen Nutzung und Anwendung von Werkzeugen mit superharten Schneid-stoffen aus Diamant, PKD, CVD, CBN, oder aus Werkstoffen wie Keramik und Hartmetall. Ergänzt um fundierte Fachartikel aus Wissenschaft, Forschung und Industrie.
Die Fachpublikation dihw MAGAZIN berichtet in vierteljährlichem Turnus über Werkzeuge und Prozesse zur Bearbeitung von Metallen, Metalllegierungen, Verbundwerkstoffen, Naturstein, Beton, Holz- und Holzprodukten, Glas sowie von sonstigen Produkten.
Was lesen Sie im dihw MAGAZIN?
Branchenübergreifende Berichte im Sinne der spezifischen Nutzung und Anwendung von Werkzeugen mit superharten Schneid-stoffen aus Diamant, PKD, CVD, CBN, oder aus Werkstoffen wie Keramik und Hartmetall. Ergänzt um fundierte Fachartikel aus Wissenschaft, Forschung und Industrie.
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bearbeitungsverfahren<br />
Tabelle 3: Schleifparameter vor der Optimierung Fallbeispiel 2<br />
Tabelle 4: Schleifparameter nach der Optimierung durch den Grinding Expert Fallbeispiel 2<br />
Schleifen<br />
Einstechen –<br />
2 mm Überlappung<br />
(bis letzte 0,04 mm<br />
Aufmaß)<br />
Schlichten –<br />
Längsschleifen<br />
(bis Endmaß)<br />
Schnittgeschwindigkeit vc<br />
Werkstückdrehzahl nw<br />
Radialvorschub vfr<br />
Schnittgeschwindigkeit vc<br />
Werkstückdrehzahl nw<br />
Axialvorschub vfa<br />
20 m/s<br />
180 UpM<br />
0,6 und 0,1 (ab letzte 0,4 mm)<br />
mm/min<br />
20 m/s<br />
180 UpM<br />
200 mm/min<br />
Schleifen<br />
Einstechen –<br />
2 mm Überlappung<br />
(bis letzte 0,04 mm<br />
Aufmaß)<br />
Schlichten –<br />
Längsschleifen<br />
(bis Endmaß)<br />
Schnittgeschwindigkeit vc<br />
35 m/s<br />
Werkstückdrehzahl nw 650 UpM (qs 60)<br />
Radialvorschub vfr<br />
Schnittgeschwindigkeit vc<br />
1,25 mm/min<br />
35 m/s<br />
Werkstückdrehzahl nw 710 UpM (qs 135)<br />
Axialvorschub vfa<br />
1200 mm/min<br />
Zustellung ae 5 µm<br />
Zustellung ae 5 µm<br />
Ausfunken Hübe 3<br />
Ausfunken Hübe 1<br />
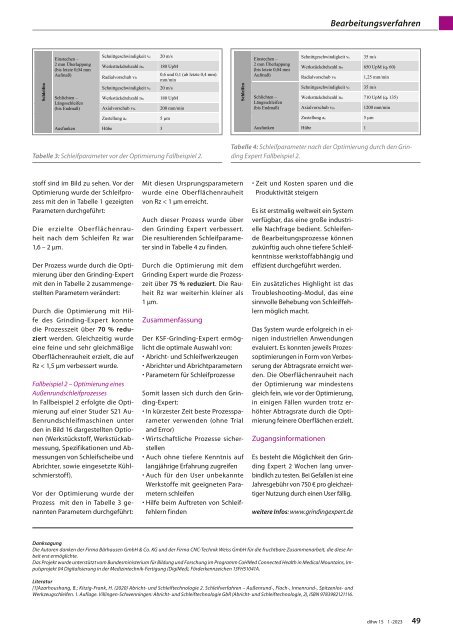
Tabelle 3: Schleifparameter vor der Optimierung Fallbeispiel 2.<br />
Tabelle 4: Schleifparameter nach der Optimierung durch den Grinding<br />
Expert Fallbeispiel 2.<br />
stoff sind im Bild zu sehen. Vor der<br />
Optimierung wurde der Schleifprozess<br />
mit den in Tabelle 1 gezeigten<br />
Parametern durchgeführt:<br />
Die erzielte Oberflächenrauheit<br />
nach dem Schleifen Rz war<br />
1,6 – 2 µm.<br />
Der Prozess wurde durch die Optimierung<br />
über den Grinding-Expert<br />
mit den in Tabelle 2 zusammengestellten<br />
Parametern verändert:<br />
Durch die Optimierung mit Hilfe<br />
des Grinding-Expert konnte<br />
die Prozesszeit über 70 % reduziert<br />
werden. Gleichzeitig wurde<br />
eine feine und sehr gleichmäßige<br />
Oberflächenrauheit erzielt, die auf<br />
Rz < 1,5 µm verbessert wurde.<br />
Fallbeispiel 2 – Optimierung eines<br />
Außenrundschleifprozesses<br />
In Fallbeispiel 2 erfolgte die Optimierung<br />
auf einer Studer S21 Außenrundschleifmaschinen<br />
unter<br />
den in Bild 16 dargestellten Optionen<br />
(Werkstückstoff, Werkstückabmessung,<br />
Spezifikationen und Abmessungen<br />
von Schleifscheibe und<br />
Abrichter, sowie eingesetzte Kühlschmierstoff).<br />
Vor der Optimierung wurde der<br />
Prozess mit den in Tabelle 3 genannten<br />
Parametern durchgeführt:<br />
Mit diesen Ursprungsparametern<br />
wurde eine Oberflächenrauheit<br />
von Rz < 1 µm erreicht.<br />
Auch dieser Prozess wurde über<br />
den Grinding Expert verbessert.<br />
Die resultierenden Schleifparameter<br />
sind in Tabelle 4 zu finden.<br />
Durch die Optimierung mit dem<br />
Grinding Expert wurde die Prozesszeit<br />
über 75 % reduziert. Die Rauheit<br />
Rz war weiterhin kleiner als<br />
1 µm.<br />
Zusammenfassung<br />
Der KSF-Grinding-Expert ermöglicht<br />
die optimale Auswahl von:<br />
• Abricht- und Schleifwerkzeugen<br />
• Abrichter und Abrichtparametern<br />
• Parametern für Schleifprozesse<br />
Somit lassen sich durch den Grinding-Expert:<br />
• In kürzester Zeit beste Prozessparameter<br />
verwenden (ohne Trial<br />
and Error)<br />
• Wirtschaftliche Prozesse sicherstellen<br />
• Auch ohne tiefere Kenntnis auf<br />
langjährige Erfahrung zugreifen<br />
• Auch für den User unbekannte<br />
Werkstoffe mit geeigneten Parametern<br />
schleifen<br />
• Hilfe beim Auftreten von Schleiffehlern<br />
finden<br />
• Zeit und Kosten sparen und die<br />
Produktivität steigern<br />
Es ist erstmalig weltweit ein System<br />
verfügbar, das eine große industrielle<br />
Nachfrage bedient. Schleifende<br />
Bearbeitungsprozesse können<br />
zukünftig auch ohne tiefere Schleifkenntnisse<br />
werkstoffabhängig und<br />
effizient durchgeführt werden.<br />
Ein zusätzliches Highlight ist das<br />
Troubleshooting-Modul, das eine<br />
sinnvolle Behebung von Schleiffehlern<br />
möglich macht.<br />
Das System wurde erfolgreich in einigen<br />
industriellen Anwendungen<br />
evaluiert. Es konnten jeweils Prozessoptimierungen<br />
in Form von Verbesserung<br />
der Abtragsrate erreicht werden.<br />
Die Oberflächenrauheit nach<br />
der Optimierung war mindestens<br />
gleich fein, wie vor der Optimierung,<br />
in einigen Fällen wurden trotz erhöhter<br />
Abtragsrate durch die Optimierung<br />
feinere Oberflächen erzielt.<br />
Zugangsinformationen<br />
Es besteht die Möglichkeit den Grinding<br />
Expert 2 Wochen lang unverbindlich<br />
zu testen. Bei Gefallen ist eine<br />
Jahresgebühr von 750 € pro gleichzeitiger<br />
Nutzung durch einen User fällig.<br />
weitere Infos: www.grindingexpert.de<br />
Danksagung<br />
Die Autoren danken der Firma Bärhausen GmbH & Co. KG und der Firma CNC-Technik Weiss GmbH für die fruchtbare Zusammenarbeit, die diese Arbeit<br />
erst ermöglichte.<br />
Das Projekt wurde unterstützt vom Bundesministerium für Bildung und Forschung im Programm CoHMed Connected Health in Medical Mountains, Impulsprojekt<br />
04 Digitalisierung in der Medizintechnik-Fertigung (DigiMed), Förderkennzeichen 13FH51041A.<br />
Literatur<br />
[1]Azarhoushang, B.; Kitzig-Frank, H. (2020) Abricht- und Schleiftechnologie 2. Schleifverfahren – Außenrund-, Flach-, Innenrund-, Spitzenlos- und<br />
Werkzeugschleifen. 1. Auflage. Villingen-Schwenningen: Abricht- und Schleiftechnologie GbR (Abricht- und Schleiftechnologie, 2), ISBN 9783982121116.<br />
<strong>dihw</strong> 15 1 ·<strong>2023</strong> 49