dihw MAGAZIN 1/2023
Die Fachpublikation dihw MAGAZIN berichtet in vierteljährlichem Turnus über Werkzeuge und Prozesse zur Bearbeitung von Metallen, Metalllegierungen, Verbundwerkstoffen, Naturstein, Beton, Holz- und Holzprodukten, Glas sowie von sonstigen Produkten. Was lesen Sie im dihw MAGAZIN? Branchenübergreifende Berichte im Sinne der spezifischen Nutzung und Anwendung von Werkzeugen mit superharten Schneid-stoffen aus Diamant, PKD, CVD, CBN, oder aus Werkstoffen wie Keramik und Hartmetall. Ergänzt um fundierte Fachartikel aus Wissenschaft, Forschung und Industrie.
Die Fachpublikation dihw MAGAZIN berichtet in vierteljährlichem Turnus über Werkzeuge und Prozesse zur Bearbeitung von Metallen, Metalllegierungen, Verbundwerkstoffen, Naturstein, Beton, Holz- und Holzprodukten, Glas sowie von sonstigen Produkten.
Was lesen Sie im dihw MAGAZIN?
Branchenübergreifende Berichte im Sinne der spezifischen Nutzung und Anwendung von Werkzeugen mit superharten Schneid-stoffen aus Diamant, PKD, CVD, CBN, oder aus Werkstoffen wie Keramik und Hartmetall. Ergänzt um fundierte Fachartikel aus Wissenschaft, Forschung und Industrie.
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Bearbeitungsverfahren<br />
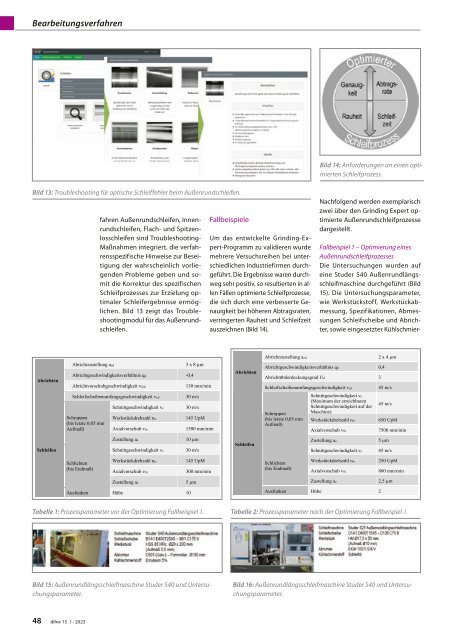
Bild 14: Anforderungen an einen optimierten<br />
Schleifprozess.<br />
Bild 13: Troubleshooting für optische Schleiffehler beim Außenrundschleifen.<br />
fahren Außenrundschleifen, Innenrundschleifen,<br />
Flach- und Spitzenlosschleifen<br />
sind Troubleshooting-<br />
Maßnahmen integriert, die verfahrensspezifische<br />
Hinweise zur Beseitigung<br />
der wahrscheinlich vorliegenden<br />
Probleme geben und somit<br />
die Korrektur des spezifischen<br />
Schleifprozesses zur Erzielung optimaler<br />
Schleifergebnisse ermöglichen.<br />
Bild 13 zeigt das Troubleshootingmodul<br />
für das Außenrundschleifen.<br />
Fallbeispiele<br />
Um das entwickelte Grinding-Expert-Programm<br />
zu validieren wurde<br />
mehrere Versuchsreihen bei unterschiedlichen<br />
Industriefirmen durchgeführt.<br />
Die Ergebnisse waren durchweg<br />
sehr positiv, so resultierten in allen<br />
Fällen optimierte Schleifprozesse,<br />
die sich durch eine verbesserte Genauigkeit<br />
bei höheren Abtragsraten,<br />
verringerten Rauheit und Schleifzeit<br />
auszeichnen (Bild 14).<br />
Nachfolgend werden exemplarisch<br />
zwei über den Grinding Expert optimierte<br />
Außenrundschleifprozesse<br />
dargestellt.<br />
Fallbeispiel 1 – Optimierung eines<br />
Außenrundschleifprozesses<br />
Die Untersuchungen wurden auf<br />
eine Studer S40 Außenrundlängsschleifmaschine<br />
durchgeführt (Bild<br />
15). Die Untersuchungsparameter,<br />
wie Werkstückstoff, Werkstückabmessung,<br />
Spezifikationen, Abmessungen<br />
Schleifscheibe und Abrichter,<br />
sowie eingesetzter Kühlschmier-<br />
Abrichten<br />
Tabelle 1: Prozessparameter vor der Optimierung Fallbeispiel 1<br />
Abrichtzustellung aed 3 x 8 µm<br />
Abrichtgeschwindigkeitsverhältnis qd -0,4<br />
Abrichtvorschubgeschwindigkeit vfad<br />
130 mm/min<br />
Abrichten<br />
Tabelle 2: Prozessparameter nach der Optimierung Fallbeispiel 1<br />
Abrichtzustellung aed 2 x 4 µm<br />
Abrichtgeschwindigkeitsverhältnis qd 0,4<br />
Abrichtübderdeckungsgrad Ud 3<br />
Schleifscheibenumfangsgeschwindigkeit vcd<br />
45 m/s<br />
Schleifscheibenumfangsgeschwindigkeit vcd<br />
Schruppen<br />
(bis letzte 0,05 mm<br />
Aufmaß)<br />
Schnittgeschwindigkeit vc<br />
Werkstückdrehzahl nw<br />
Axialvorschub vfa<br />
30 m/s<br />
30 m/s<br />
145 UpM<br />
1500 mm/min<br />
Schruppen<br />
(bis letzte 0,05 mm<br />
Aufmaß)<br />
Schnittgeschwindigkeit vc<br />
(Maximum der erreichbaren<br />
Schnittgeschwindigkeit auf der<br />
Maschine)<br />
Werkstückdrehzahl nw<br />
Axialvorschub vfa<br />
45 m/s<br />
650 UpM<br />
7500 mm/min<br />
Schleifen<br />
Zustellung ae 10 µm<br />
Schnittgeschwindigkeit vc<br />
30 m/s<br />
Schleifen<br />
Zustellung ae 5 µm<br />
Schnittgeschwindigkeit vc<br />
45 m/s<br />
Schlichten<br />
(bis Endmaß)<br />
Werkstückdrehzahl nw<br />
Axialvorschub vfa<br />
145 UpM<br />
300 mm/min<br />
Schlichten<br />
(bis Endmaß)<br />
Werkstückdrehzahl nw<br />
Axialvorschub vfa<br />
250 UpM<br />
800 mm/min<br />
Zustellung ae 5 µm<br />
Zustellung ae 2,5 µm<br />
Ausfunken Hübe 10<br />
Ausfunken Hübe 2<br />
Tabelle 1: Prozessparameter vor der Optimierung Fallbeispiel 1. Tabelle 2: Prozessparameter nach der Optimierung Fallbeispiel 1.<br />
Bild 15: Außenrundlängsschleifmaschine Studer S40 und Untersuchungsparameter.<br />
Bild 16: Außenrundlängsschleifmaschine Studer S40 und Untersuchungsparameter.<br />
48 <strong>dihw</strong> 15 1 · <strong>2023</strong>