Wärmebehandlung des Stahls - Europa-Lehrmittel
Wärmebehandlung des Stahls - Europa-Lehrmittel
Wärmebehandlung des Stahls - Europa-Lehrmittel

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Wärmebehandlung</strong> <strong>des</strong> <strong>Stahls</strong> - 10. Auflage, <strong>Europa</strong>-Nr. 13039<br />
Lösungen zur Aufgabensammlung / Prof. Dr.-Ing. V. Läpple<br />
d) Spannungsarmglühen von Stählen:<br />
1. Erwärmung: 500 °C ... 650 °C (abhängig von der <strong>Stahls</strong>orte bzw. vom Werkstoffzustand <strong>des</strong> Stahles)<br />
2. Haltedauer: 1 h ... 2 h (abhängig von der Werkstückdicke)<br />
3. Langsame Abkühlung<br />
Besonders beachtet werden muss, dass die gewählte Glühtemperatur keine unerwünschten Gefügeveränderungen zur<br />
Folge hat (z. B. Veränderung eines bereits über eine <strong>Wärmebehandlung</strong> eingestellten Vergütungsgefüges).<br />
e) Die inneren Vorgänge beim Spannungsarmglühen können der Kristallerholung zugeordnet werden. Bei der Kristallerholung<br />
findet im Wesentlichen eine Umordnung der Versetzungen (Polygonisation) unter Bildung einer Subkornstruktur<br />
statt. Die Versetzungsdichte ändert sich kaum (keine ausgeprägte Versetzungsannihilation). Damit werden die mechanischen<br />
Eigenschaften nur unwesentlich verändert. Auch treten keine nennenswerten Gefügeveränderungen auf. Lediglich<br />
die Spannungsspitzen werden durch plastische Verformung reduziert.<br />
f) Durch Spannungsarmglühen können Eigenspannungen nur bis zur jeweiligen Warmstreckgrenze vermindert werden.<br />
Eine vollständige Beseitigung ist nicht möglich. Die Bezeichnung „Spannungsfreiglühen“ ist daher nicht korrekt (siehe<br />
auch Lehrbuch, Seite 80, Bild 5.6).<br />
Lösung zu Aufgabe 5.5<br />
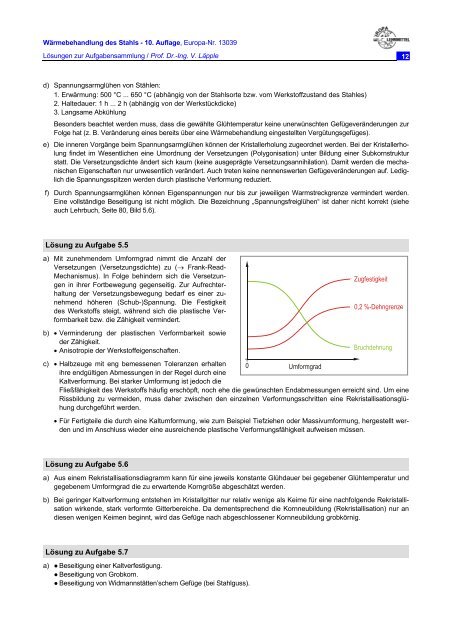
a) Mit zunehmendem Umformgrad nimmt die Anzahl der<br />
Versetzungen (Versetzungsdichte) zu (� Frank-Read-<br />
Mechanismus). In Folge behindern sich die Versetzungen<br />
in ihrer Fortbewegung gegenseitig. Zur Aufrechterhaltung<br />
der Versetzungsbewegung bedarf es einer zunehmend<br />
höheren (Schub-)Spannung. Die Festigkeit<br />
<strong>des</strong> Werkstoffs steigt, während sich die plastische Verformbarkeit<br />
bzw. die Zähigkeit vermindert.<br />
b) � Verminderung der plastischen Verformbarkeit sowie<br />
der Zähigkeit.<br />
� Anisotropie der Werkstoffeigenschaften.<br />
c) � Halbzeuge mit eng bemessenen Toleranzen erhalten<br />
ihre endgültigen Abmessungen in der Regel durch eine<br />
Kaltverformung. Bei starker Umformung ist jedoch die<br />
Fließfähigkeit <strong>des</strong> Werkstoffs häufig erschöpft, noch ehe die gewünschten Endabmessungen erreicht sind. Um eine<br />
Rissbildung zu vermeiden, muss daher zwischen den einzelnen Verformungsschritten eine Rekristallisationsglühung<br />
durchgeführt werden.<br />
� Für Fertigteile die durch eine Kaltumformung, wie zum Beispiel Tiefziehen oder Massivumformung, hergestellt werden<br />
und im Anschluss wieder eine ausreichende plastische Verformungsfähigkeit aufweisen müssen.<br />
Lösung zu Aufgabe 5.6<br />
a) Aus einem Rekristallisationsdiagramm kann für eine jeweils konstante Glühdauer bei gegebener Glühtemperatur und<br />
gegebenem Umformgrad die zu erwartende Korngröße abgeschätzt werden.<br />
b) Bei geringer Kaltverformung entstehen im Kristallgitter nur relativ wenige als Keime für eine nachfolgende Rekristallisation<br />
wirkende, stark verformte Gitterbereiche. Da dementsprechend die Kornneubildung (Rekristallisation) nur an<br />
diesen wenigen Keimen beginnt, wird das Gefüge nach abgeschlossener Kornneubildung grobkörnig.<br />
Lösung zu Aufgabe 5.7<br />
a) � Beseitigung einer Kaltverfestigung.<br />
� Beseitigung von Grobkorn.<br />
� Beseitigung von Widmannstätten’schem Gefüge (bei Stahlguss).<br />
12