Wärmebehandlung des Stahls - Europa-Lehrmittel
Wärmebehandlung des Stahls - Europa-Lehrmittel
Wärmebehandlung des Stahls - Europa-Lehrmittel

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Wärmebehandlung</strong> <strong>des</strong> <strong>Stahls</strong> - 10. Auflage, <strong>Europa</strong>-Nr. 13039<br />
Lösungen zur Aufgabensammlung / Prof. Dr.-Ing. V. Läpple<br />
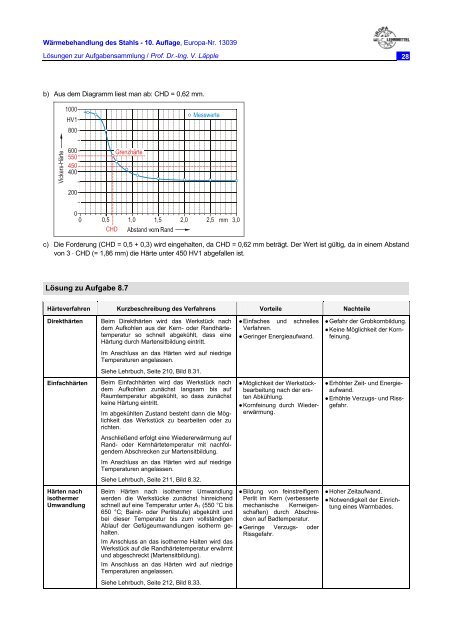
b) Aus dem Diagramm liest man ab: CHD = 0,62 mm.<br />
c) Die Forderung (CHD = 0,5 + 0,3) wird eingehalten, da CHD = 0,62 mm beträgt. Der Wert ist gültig, da in einem Abstand<br />
von 3 � CHD (= 1,86 mm) die Härte unter 450 HV1 abgefallen ist.<br />
Lösung zu Aufgabe 8.7<br />
Härteverfahren Kurzbeschreibung <strong>des</strong> Verfahrens Vorteile Nachteile<br />
Direkthärten Beim Direkthärten wird das Werkstück nach<br />
dem Aufkohlen aus der Kern- oder Randhärtetemperatur<br />
so schnell abgekühlt, dass eine<br />
Härtung durch Martensitbildung eintritt.<br />
Im Anschluss an das Härten wird auf niedrige<br />
Temperaturen angelassen.<br />
Siehe Lehrbuch, Seite 210, Bild 8.31.<br />
Einfachhärten<br />
Härten nach<br />
isothermer<br />
Umwandlung<br />
Beim Einfachhärten wird das Werkstück nach<br />
dem Aufkohlen zunächst langsam bis auf<br />
Raumtemperatur abgekühlt, so dass zunächst<br />
keine Härtung eintritt.<br />
Im abgekühlten Zustand besteht dann die Möglichkeit<br />
das Werkstück zu bearbeiten oder zu<br />
richten.<br />
Anschließend erfolgt eine Wiedererwärmung auf<br />
Rand- oder Kernhärtetemperatur mit nachfolgendem<br />
Abschrecken zur Martensitbildung.<br />
Im Anschluss an das Härten wird auf niedrige<br />
Temperaturen angelassen.<br />
Siehe Lehrbuch, Seite 211, Bild 8.32.<br />
Beim Härten nach isothermer Umwandlung<br />
werden die Werkstücke zunächst hinreichend<br />
schnell auf eine Temperatur unter A1 (550 °C bis<br />
650 °C; Bainit- oder Perlitstufe) abgekühlt und<br />
bei dieser Temperatur bis zum vollständigen<br />
Ablauf der Gefügeumwandlungen isotherm gehalten.<br />
Im Anschluss an das isotherme Halten wird das<br />
Werkstück auf die Randhärtetemperatur erwärmt<br />
und abgeschreckt (Martensitbildung).<br />
Im Anschluss an das Härten wird auf niedrige<br />
Temperaturen angelassen.<br />
Siehe Lehrbuch, Seite 212, Bild 8.33.<br />
� Einfaches und schnelles<br />
Verfahren.<br />
� Geringer Energieaufwand.<br />
� Möglichkeit der Werkstückbearbeitung<br />
nach der ersten<br />
Abkühlung.<br />
� Kornfeinung durch Wiedererwärmung.<br />
� Bildung von feinstreifigem<br />
Perlit im Kern (verbesserte<br />
mechanische Kerneigenschaften)<br />
durch Abschrecken<br />
auf Badtemperatur.<br />
� Geringe Verzugs- oder<br />
Rissgefahr.<br />
28<br />
� Gefahr der Grobkornbildung.<br />
� Keine Möglichkeit der Kornfeinung.<br />
� Erhöhter Zeit- und Energieaufwand.<br />
� Erhöhte Verzugs- und Rissgefahr.<br />
� Hoher Zeitaufwand.<br />
� Notwendigkeit der Einrichtung<br />
eines Warmba<strong>des</strong>.