Wärmebehandlung des Stahls - Europa-Lehrmittel
Wärmebehandlung des Stahls - Europa-Lehrmittel
Wärmebehandlung des Stahls - Europa-Lehrmittel

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Wärmebehandlung</strong> <strong>des</strong> <strong>Stahls</strong> - 10. Auflage, <strong>Europa</strong>-Nr. 13039<br />
Lösungen zur Aufgabensammlung / Prof. Dr.-Ing. V. Läpple<br />
c) Vorteile <strong>des</strong> Nitrierens bzw. Nitrocarburierens im Vergleich zu anderen Oberflächenhärteverfahren:<br />
� Die Oberfläche nitrierter Bauteile weist eine deutlich höhere Härte im Vergleich zu martensitisch gehärteten Bauteilen<br />
auf.<br />
� Nitrierschichten haben eine relativ hohe Verschleißbeständigkeit.<br />
� Nitrierschichten haben eine hohe Warmhärte (bis etwa 500 °C). Die Betriebstemperaturen nitrierter Bauteile können<br />
dementsprechend bis zu 500 °C betragen.<br />
� Nitrierschichten tragen kaum auf. Die Werkstücke können dementsprechend vor dem Nitrieren weitgehend fertig bearbeitet<br />
werden.<br />
� Beim Nitrieren bzw. Nitrocarburieren treten keine nennenswerten Maß- und Formänderungen auf, da die Behandlungstemperaturen<br />
relativ niedrig sind (< 600 °C) und die Bauteile nicht abgeschreckt werden müssen.<br />
d) Vorteile <strong>des</strong> Nitrocarburierens im Vergleich zum Nitrieren:<br />
� Kürzere Schichtaufbauzeiten.<br />
� Verbesserte Eigenschaften wie zum Beispiel Gleiteigenschaften, Verschleißbeständigkeit, Duktilität).<br />
� Geringere Neigung zum Abplatzen der Nitrierschicht.<br />
� Verbesserte Korrosionsbeständigkeit.<br />
Lösung zu Aufgabe 8.10<br />
a) Aus der Vickers-Härte lässt sich zunächst der mittlere Eindruckdurchmesser ermitteln:<br />
F 0,<br />
1891�<br />
F<br />
HV � 0,<br />
1891�<br />
� d �<br />
2<br />
d<br />
HV<br />
mit F = 4,9035 N (da HV 0,5) erhält man die folgenden Längen der mittleren Eindruckdiagonalen:<br />
Vickers-Härte in HV0,5 1080 940 750 550 400 370 360 357 355<br />
Länge der mittleren Eindruckdiagonalen<br />
d in mm<br />
Soll 1)<br />
Abstand vom Mittelpunkt <strong>des</strong><br />
Härteeindrucks zum Proben-<br />
mm<br />
rand Ist<br />
mm<br />
Soll 2)<br />
Abstand der Mittelpunkte<br />
zweier benachbarter Härte- mm<br />
eindrücke Ist<br />
mm<br />
0,0293 0,0314 0,0352 0,0411 0,0481 0,0501 0,0508 0,0510 0,0511<br />
�0,073 ---- ---- ---- ---- ---- ---- ---- ----<br />
0,020 ---- ---- ---- ---- ---- ---- ---- ----<br />
---- �0,094 �0,106 �0,123 �0,144 �0,150 �0,152 �0,153 � 0,153<br />
---- 0,020 0,020 0,020 0,020 0,100 0,100 0,100 0,100<br />
1) 2)<br />
Min<strong>des</strong>twert: 2,5�d für Stahl Min<strong>des</strong>twert: 3�d für Stahl<br />
Die geforderten Min<strong>des</strong>tabstände werden nicht eingehalten. Die Messung ist dementsprechend nicht normgerecht.<br />
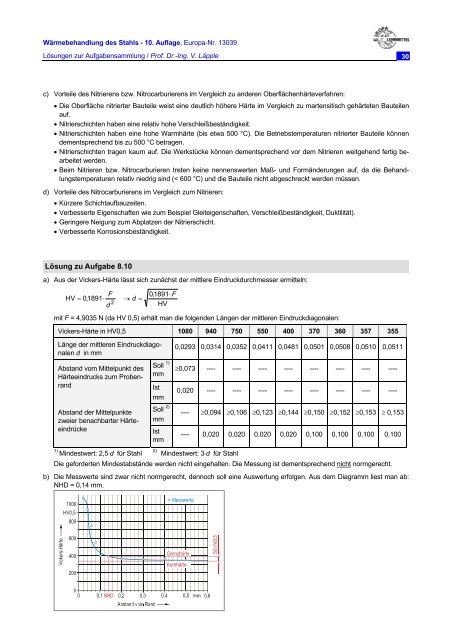
b) Die Messwerte sind zwar nicht normgerecht, dennoch soll eine Auswertung erfolgen. Aus dem Diagramm liest man ab:<br />
NHD = 0,14 mm.<br />
30