Master Thesis - Fachbereich Informatik
Master Thesis - Fachbereich Informatik
Master Thesis - Fachbereich Informatik

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
5.3. EXPERIMENTAL RESULTS 123<br />
Length [mm]<br />
50.4<br />
50.2<br />
50<br />
49.8<br />
49.6<br />
Measurements<br />
Mean<br />
0 20 40 60 80 100<br />
N<br />
(a)<br />
1<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
Measurement distribution<br />
0<br />
49.4 49.6 49.8 50<br />
Length [mm]<br />
50.2 50.4 50.6<br />
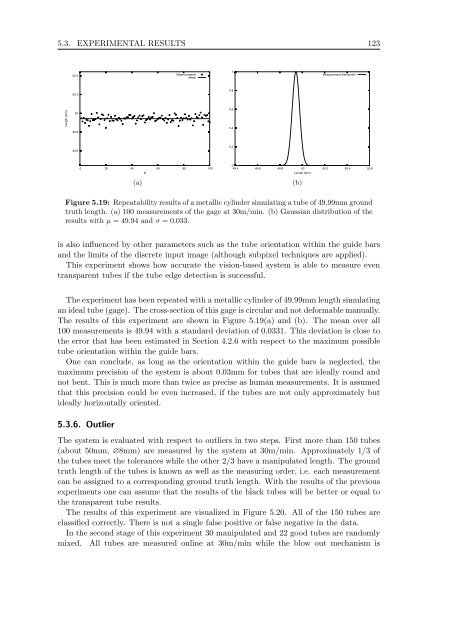
Figure 5.19: Repeatability results of a metallic cylinder simulating a tube of 49.99mm ground<br />
truth length. (a) 100 measurements of the gage at 30m/min. (b) Gaussian distribution of the<br />
results with µ =49.94 and σ =0.033.<br />
is also influenced by other parameters such as the tube orientation within the guide bars<br />
and the limits of the discrete input image (although subpixel techniques are applied).<br />
This experiment shows how accurate the vision-based system is able to measure even<br />
transparent tubes if the tube edge detection is successful.<br />
The experiment has been repeated with a metallic cylinder of 49.99mm length simulating<br />
an ideal tube (gage). The cross-section of this gage is circular and not deformable manually.<br />
The results of this experiment are shown in Figure 5.19(a) and (b). The mean over all<br />
100 measurements is 49.94 with a standard deviation of 0.0331. This deviation is close to<br />
the error that has been estimated in Section 4.2.6 with respect to the maximum possible<br />
tube orientation within the guide bars.<br />
One can conclude, as long as the orientation within the guide bars is neglected, the<br />
maximum precision of the system is about 0.03mm for tubes that are ideally round and<br />
not bent. This is much more than twice as precise as human measurements. It is assumed<br />
that this precision could be even increased, if the tubes are not only approximately but<br />
ideally horizontally oriented.<br />
5.3.6. Outlier<br />
The system is evaluated with respect to outliers in two steps. First more than 150 tubes<br />
(about 50mm, ∅8mm) are measured by the system at 30m/min. Approximately 1/3 of<br />
thetubesmeetthetoleranceswhiletheother2/3 have a manipulated length. The ground<br />
truth length of the tubes is known as well as the measuring order, i.e. each measurement<br />
can be assigned to a corresponding ground truth length. With the results of the previous<br />
experiments one can assume that the results of the black tubes will be better or equal to<br />
the transparent tube results.<br />
The results of this experiment are visualized in Figure 5.20. All of the 150 tubes are<br />
classified correctly. There is not a single false positive or false negative in the data.<br />
In the second stage of this experiment 30 manipulated and 22 good tubes are randomly<br />
mixed. All tubes are measured online at 30m/min while the blow out mechanism is<br />
(b)