

Forgeabilité des aciers inoxydables austéno-ferritiques
Forgeabilité des aciers inoxydables austéno-ferritiques
Forgeabilité des aciers inoxydables austéno-ferritiques

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
tel-00672279, version 1 - 21 Feb 2012<br />
224 Résumé étendu<br />
D’un point de vue industriel, s’intéresser à la forgeabilité <strong>des</strong> <strong>aciers</strong> <strong>inoxydables</strong> <strong>austéno</strong>-<strong>ferritiques</strong><br />
doit permettre de répondre à <strong>des</strong> questions d’ordre plus général comme l’endommagement <strong>des</strong> maté-<br />
riaux ductiles biphasés. L’objectif est d’abord de développer de nouveaux outils afin de mieux appré-<br />
hender les relations entre le procédé, la microstructure et les propriétés mécaniques. In fine, le but est<br />
de formuler quelques recommandations concernant le procédé (élaboration, affinage, réchauffage,<br />
laminage à chaud), ou la composition chimique <strong>des</strong> nuances (fractions volumiques <strong>des</strong> phases et<br />
rhéologies <strong>des</strong> phases) afin d’éliminer ou au moins de limiter la formation de criques de rive.<br />
Matériaux et microstructures<br />
Après avoir exposé le contexte de cette étude, les matériaux et les microstructures sont briève-<br />
ment présentés. Nous nous sommes intéressés à deux nuances différentes d’acier inoxydable austé-<br />
no-<strong>ferritiques</strong> qui diffèrent par leur composition chimique, notamment en Ni et Mo (Tableau 1) : l’acier<br />
que nous appellerons D1 et qui correspond à l’acier commercial EN. 1.4462 ; et l’acier que nous dé-<br />
nommerons D2 qui est issue d’essais industriels.<br />
%Cr %Ni %Mo %Mn %Si %Cu %C %N<br />
D1 22.90 5.59 3.11 1.75 0.55 0.19 0.02 0.17<br />
D2 21.96 2.99 0.91 2.88 0.39 0.67 0.03 0.18<br />
Tableau 1. Composition chimique en pds% <strong>des</strong> deux nuances d’<strong>aciers</strong> duplex étudiées.<br />
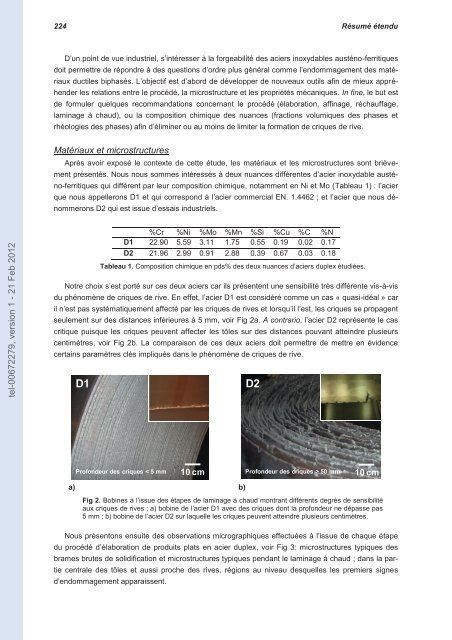
Notre choix s’est porté sur ces deux <strong>aciers</strong> car ils présentent une sensibilité très différente vis-à-vis<br />
du phénomène de criques de rive. En effet, l’acier D1 est considéré comme un cas « quasi-idéal » car<br />
il n’est pas systématiquement affecté par les criques de rives et lorsqu’il l’est, les criques se propagent<br />
seulement sur <strong>des</strong> distances inférieures à 5 mm, voir Fig 2a. A contrario, l’acier D2 représente le cas<br />
critique puisque les criques peuvent affecter les tôles sur <strong>des</strong> distances pouvant atteindre plusieurs<br />
centimètres, voir Fig 2b. La comparaison de ces deux <strong>aciers</strong> doit permettre de mettre en évidence<br />
certains paramètres clés impliqués dans le phénomène de criques de rive.<br />
D1<br />
Profondeur <strong>des</strong> criques < 5 mm 10 cm<br />
a) b)<br />
D2<br />
Profondeur <strong>des</strong> criques > 50 mm 10 cm<br />
Fig 2. Bobines à l’issue <strong>des</strong> étapes de laminage à chaud montrant différents degrés de sensibilité<br />
aux criques de rives ; a) bobine de l’acier D1 avec <strong>des</strong> criques dont la profondeur ne dépasse pas<br />
5 mm ; b) bobine de l’acier D2 sur laquelle les criques peuvent atteindre plusieurs centimètres.<br />
Nous présentons ensuite <strong>des</strong> observations micrographiques effectuées à l’issue de chaque étape<br />
du procédé d’élaboration de produits plats en acier duplex, voir Fig 3: microstructures typiques <strong>des</strong><br />
brames brutes de solidification et microstructures typiques pendant le laminage à chaud ; dans la par-<br />
tie centrale <strong>des</strong> tôles et aussi proche <strong>des</strong> rives, régions au niveau <strong>des</strong>quelles les premiers signes<br />
d’endommagement apparaissent.














