VDWF im Dialog 1/2012
VDWF im Dialog 1/2012
VDWF im Dialog 1/2012

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
30 <strong>VDWF</strong> <strong>im</strong> <strong>Dialog</strong> 1/<strong>2012</strong><br />
Schutzschichten für Spritz gusswerkzeuge<br />
mit optischer Oberflächenqualität<br />
von Dipl.Ing. Kyriakos Georgiadis MBA<br />
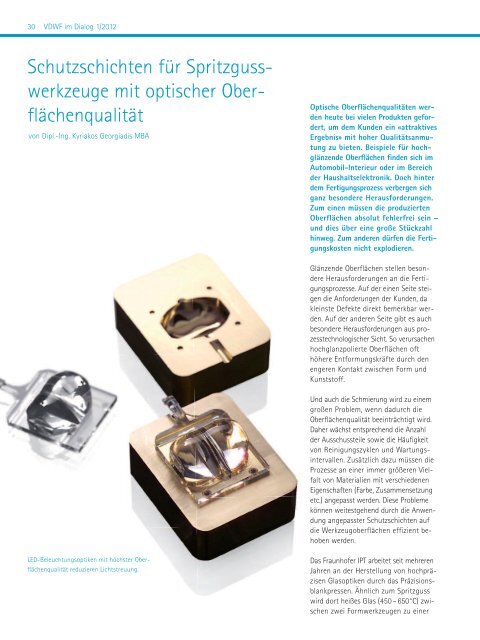
LEDBeleuchtungsoptiken mit höchster Oberfl<br />
ächenqualität reduzieren Lichtstreuung.<br />
Optische Oberflächenqualitäten werden<br />
heute bei vielen Produkten gefordert,<br />
um dem Kunden ein «attraktives<br />
Ergebnis» mit hoher Qualitätsanmutung<br />
zu bieten. Beispiele für hochglänzende<br />
Oberflächen finden sich <strong>im</strong><br />
AutomobilInterieur oder <strong>im</strong> Bereich<br />
der Haushaltselektronik. Doch hinter<br />
dem Fertigungsprozess verbergen sich<br />
ganz besondere Herausforderungen.<br />
Zum einen müssen die produzierten<br />
Oberflächen absolut fehlerfrei sein –<br />
und dies über eine große Stückzahl<br />
hinweg. Zum anderen dürfen die Fertigungskosten<br />
nicht explodieren.<br />
Glänzende Oberflächen stellen besondere<br />
Herausforderungen an die Fertigungsprozesse.<br />
Auf der einen Seite steigen<br />
die Anforderungen der Kunden, da<br />
kleinste Defekte direkt bemerkbar werden.<br />
Auf der anderen Seite gibt es auch<br />
besondere Herausforderungen aus prozesstechnologischer<br />
Sicht. So verursachen<br />
hochglanzpolierte Oberflächen oft<br />
höhere Entformungskräfte durch den<br />
engeren Kontakt zwischen Form und<br />
Kunststoff.<br />
Und auch die Schmierung wird zu einem<br />
großen Problem, wenn dadurch die<br />
Oberflächenqualität beeinträchtigt wird.<br />
Daher wächst entsprechend die Anzahl<br />
der Ausschussteile sowie die Häufigkeit<br />
von Reinigungszyklen und Wartungsintervallen.<br />
Zusätzlich dazu müssen die<br />
Prozesse an einer <strong>im</strong>mer größeren Vielfalt<br />
von Materialien mit verschiedenen<br />
Eigenschaften (Farbe, Zusammensetzung<br />
etc.) angepasst werden. Diese Probleme<br />
können weitestgehend durch die Anwendung<br />
angepasster Schutzschichten auf<br />
die Werkzeugoberflächen effizient behoben<br />
werden.<br />
Das Fraunhofer IPT arbeitet seit mehreren<br />
Jahren an der Herstellung von hochpräzisen<br />
Glasoptiken durch das Präzisionsblankpressen.<br />
Ähnlich zum Spritzguss<br />
wird dort heißes Glas (450 – 650°C) zwischen<br />
zwei Formwerkzeugen zu einer<br />
Linse geformt. Dazu müssen auf den<br />
Werkzeugen spezielle Beschichtungen<br />
abgeschieden werden, welche die optischen<br />
Oberflächen schützen und eine<br />
Glasanhaftung verhindern. Je nach Glassorte<br />
kommen keramische Beschichtungen<br />
(z. B. CrN, CrAlN), Edelmetallschichten<br />
(Platin, Iridium) oder Kohlenstoffschichten<br />
(DLC) zum Einsatz.<br />
Diese Beschichtungen sind gezielt für<br />
gute mechanische Eigenschaften und<br />
geringe chemische Reaktivität bei sehr<br />
hohen Temperaturen opt<strong>im</strong>iert, ohne<br />
dabei die Oberflächenqualität (Rauheit<br />
< 2 nm Ra) und das Profil (Formgenauigkeit<br />
< 200 nm PV) der optischen Oberflächen<br />
zu beeinflussen. Dadurch wird<br />
nicht nur die Standzeit der Werkzeuge<br />
erhöht, sondern auch der Glasbruch<br />
wegen Spannungen bei der Entformung<br />
vermieden. Das Fraunhofer IPT ist derzeit<br />
der einzige Anbieter von Beschichtungen<br />
für diese Anwendung in Europa.<br />
Die dabei angewandten Produktionsprozesse<br />
und gesammelten Erfahrungen<br />
können auch für den Spritzguss von<br />
Komponenten mit optischen Oberflächen<br />
und hohen Qualitätsanforderungen übertragen<br />
werden. Dort erhöhen angepasste<br />
Schutzschichten die Standzeit der Werkzeuge<br />
deutlich, indem sie Korrosion<br />
sowie abrasiven und adhäsiven Verschleiß<br />
reduzieren.<br />
Da alle drei Beschichtungsarten durch<br />
ihre chemische Passivität viel beständiger<br />
sind als die üblicherweise eingesetzten<br />
Stähle und Metalllegierungen, werden<br />
Probleme auf der Oberfläche durch Oxidation<br />
und Korrosion vermieden. Wichtig<br />
ist dabei, dass die Beschichtung besonders<br />
dicht und defektfrei ist, um das<br />
Substrat bei der Fertigung zu schützen.<br />
Darüber hinaus verfügen vor allem die<br />
keramischen und kohlenstoffbasierten<br />
Beschichtungen über eine viel höhere<br />
Härte als der «übliche» Werkzeugstahl, was<br />
einen abrasiven Verschleiß <strong>im</strong> Prozess ver<br />
hindert. Dies ist ein wesentlicher Vorteil –<br />
gerade wenn es um die Herstellung von<br />
Hochglanzoberflächen geht, auf denen<br />
jede Abriebstelle zu sehen ist. Durch die<br />
mechanischen Eigenschaften der Beschichtungen<br />
wird je nach Prozess auch eine<br />
deutliche Erhöhung der Druckkraft und<br />
Reduzierung der Zykluszeit ermöglicht.<br />
Eine weitere wichtige Eigenschaft der<br />
Beschichtungen ist, dass diese einen zum<br />
Teil erheblich geringeren Reibungskoeffizienten<br />
haben. Dies trifft vor allem für DLC<br />
Beschichtungen zu. Dadurch werden die<br />
Entformungskräfte und der damit verbundene<br />
adhäsive Verschleiß reduziert. Die<br />
Schmiermittelmenge kann reduziert werden,<br />
was neben geringeren Kosten und<br />
weniger Reinigungsaufwand auch die<br />
Oberflächenqualität verbessern kann.<br />
Ein Alleinstellungsmerkmal des Fraunhofer<br />
IPT ist die SputterPVDBeschichtungsanlage,<br />
die für diese Bearbeitung<br />
solcher Werkzeuge eingesetzt wird. In<br />
ihr wird die Beschichtung Atomlage auf<br />
Atomlage aufgebaut. Diese Anlage wurde<br />
speziell modifiziert, um die Defektdichte<br />
zu min<strong>im</strong>ieren. Darüber hinaus befindet<br />
sich die Beschichtungsanlage zusammen<br />
mit einer spezialisierten Reinigungsanlage<br />
in einem Reinraum, um Kontamination<br />
der Werkzeuge durch Staubpartikel, die<br />
zu Defektstellen führen, zu vermeiden.<br />
Staubpartikel, Metallabplatzungen in<br />
der Beschichtungskammer oder gar prozessbedingte<br />
Abscheidung von Atomclustern<br />
auf der Werkzeugoberfläche<br />
führen zu mit bloßem Auge nicht sichtbaren<br />
Defektstellen auf der beschichteten<br />
Oberfläche <strong>im</strong> µmBereich. Diese Defektstellen<br />
reduzieren nicht nur die Oberflächenqualität,<br />
sondern sind auch die<br />
Ke<strong>im</strong>stellen, die den Verschleiß der Werkzeuge<br />
<strong>im</strong> Einsatz beschleunigen. Durch<br />
die Maschinen und Prozessopt<strong>im</strong>ierung<br />
am Fraunhofer IPT wurde eine Reduzierung<br />
dieser Defektstellen um etwa das<br />
100Fache erzielt. | Dipl.Ing. Kyriakos<br />
Georgiadis MBA, FraunhoferInstitut<br />
für Produktionstechnologie IPT, Aachen<br />
Schichtstruktur und Oberfl ächenqualität einer<br />
CrNBeschichtung <strong>im</strong> Rasterelektronenmikroskop<br />
Durch plasmaunterstützte Beschichtungsprozesse<br />
können Formwerkzeuge die Abformung von<br />
hochglanzpolierten Bauteilen ohne Qualitätsverlust<br />
gewährleisten.<br />
Freiformoptik aus PMMA<br />
1 µm