

Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
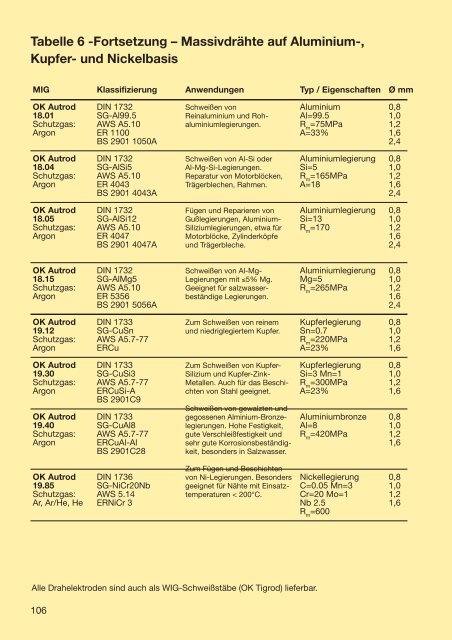
Tabelle 6 -Fortsetzung – Massivdrähte auf Aluminium-,<br />
Kupfer- <strong>und</strong> Nickelbasis<br />
MIG<br />
OK Autrod<br />
18.01<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
18.04<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
18.05<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
18.15<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
19.12<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
19.30<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
19.40<br />
Schutzgas:<br />
Argon<br />
OK Autrod<br />
19.85<br />
Schutzgas:<br />
Ar, Ar/He, He<br />
106<br />
Klassifizierung<br />
DIN 1732<br />
SG-Al99.5<br />
AWS A5.10<br />
ER 1100<br />
BS 2901 1050A<br />
DIN 1732<br />
SG-AlSi5<br />
AWS A5.10<br />
ER 4043<br />
BS 2901 4043A<br />
DIN 1732<br />
SG-AlSi12<br />
AWS A5.10<br />
ER 4047<br />
BS 2901 4047A<br />
DIN 1732<br />
SG-AlMg5<br />
AWS A5.10<br />
ER 5356<br />
BS 2901 5056A<br />
DIN 1733<br />
SG-CuSn<br />
AWS A5.7-77<br />
ERCu<br />
DIN 1733<br />
SG-CuSi3<br />
AWS A5.7-77<br />
ERCuSi-A<br />
BS 2901C9<br />
DIN 1733<br />
SG-CuAl8<br />
AWS A5.7-77<br />
ERCuAl-Al<br />
BS 2901C28<br />
DIN 1736<br />
SG-NiCr20Nb<br />
AWS 5.14<br />
ERNiCr 3<br />
Anwendungen<br />
Schweißen von<br />
Reinaluminium <strong>und</strong> Rohaluminiumlegierungen.<br />
Schweißen von Al-Si oder<br />
Al-Mg-Si-Legierungen.<br />
<strong>Reparatur</strong> von Motorblöcken,<br />
Trägerblechen, Rahmen.<br />
Fügen <strong>und</strong> Reparieren von<br />
Gußlegierungen, Aluminium-<br />
Siliziumlegierungen, etwa <strong>für</strong><br />
Motorblöcke, Zylinderköpfe<br />
<strong>und</strong> Trägerbleche.<br />
Schweißen von Al-Mg-<br />
Legierungen mit ≤5% Mg.<br />
Geeignet <strong>für</strong> salzwasserbeständige<br />
Legierungen.<br />
Zum Schweißen von reinem<br />
<strong>und</strong> niedriglegiertem Kupfer.<br />
Zum Schweißen von Kupfer-<br />
Silizium <strong>und</strong> Kupfer-Zink-<br />
Metallen. Auch <strong>für</strong> <strong>das</strong> Beschichten<br />
von Stahl geeignet.<br />
Schweißen von gewalzten <strong>und</strong><br />
gegossenen Alminium-Bronzelegierungen.<br />
Hohe Festigkeit,<br />
gute Verschleißfestigkeit <strong>und</strong><br />
sehr gute Korrosionsbeständigkeit,<br />
besonders in Salzwasser.<br />
Zum Fügen <strong>und</strong> Beschichten<br />
von Ni-Legierungen. Besonders<br />
geeignet <strong>für</strong> Nähte mit Einsatztemperaturen<br />
< 200°C.<br />
Alle Drahelektroden sind auch als WIG-Schweißstäbe (OK Tigrod) lieferbar.<br />
Typ / Eigenschaften<br />
Aluminium<br />
Al=99.5<br />
R m =75MPa<br />
A=33%<br />
Aluminiumlegierung<br />
Si=5<br />
R m =165MPa<br />
A=18<br />
Aluminiumlegierung<br />
Si=13<br />
R m =170<br />
Aluminiumlegierung<br />
Mg=5<br />
R m =265MPa<br />
Kupferlegierung<br />
Sn=0.7<br />
R m =220MPa<br />
A=23%<br />
Kupferlegierung<br />
Si=3 Mn=1<br />
R m =300MPa<br />
A=23%<br />
Aluminiumbronze<br />
Al=8<br />
R m =420MPa<br />
Nickellegierung<br />
C=0.05 Mn=3<br />
Cr=20 Mo=1<br />
Nb 2.5<br />
R m =600<br />
Ø mm<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
2,4<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
2,4<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
2,4<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
2,4<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
0,8<br />
1,0<br />
1,2<br />
1,6<br />
0,8<br />
1,0<br />
1,2<br />
1,6














