

Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
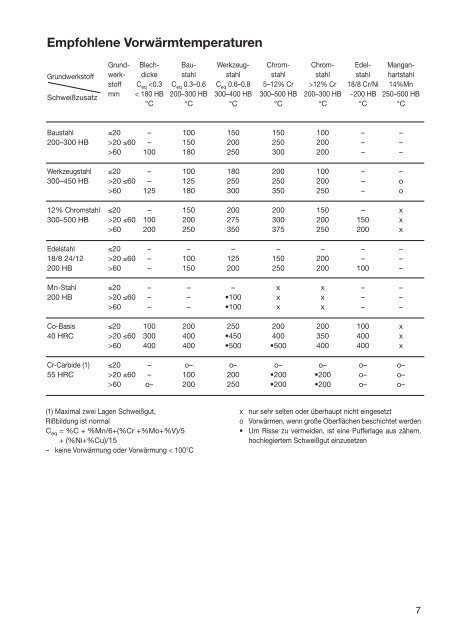
Empfohlene Vorwärmtemperaturen<br />
Gr<strong>und</strong>werkstoff<br />
Schweißzusatz<br />
Gr<strong>und</strong>- Blech- Bau- Werkzeug- Chrom- Chrom- Edel- Manganwerk-<br />
dicke stahl stahl stahl stahl stahl hartstahl<br />
stoff C eq 12% Cr 18/8 Cr/Ni 14%Mn<br />
mm < 180 HB 200–300 HB 300–400 HB 300–500 HB 200–300 HB ~200 HB 250–500 HB<br />
°C °C °C °C °C °C °C<br />
Baustahl ≤20 – 100 150 150 100 – –<br />
200–300 HB >20 ≤60 – 150 200 250 200 – –<br />
>60 100 180 250 300 200 – –<br />
Werkzeugstahl ≤20 – 100 180 200 100 – –<br />
300–450 HB >20 ≤60 – 125 250 250 200 – o<br />
>60 125 180 300 350 250 – o<br />
12% Chromstahl ≤20 – 150 200 200 150 – x<br />
300–500 HB >20 ≤60 100 200 275 300 200 150 x<br />
>60 200 250 350 375 250 200 x<br />
Edelstahl ≤20 – – – – – – –<br />
18/8 24/12 >20 ≤60 – 100 125 150 200 – –<br />
200 HB >60 – 150 200 250 200 100 –<br />
Mn-Stahl ≤20 – – – x x – –<br />
200 HB >20 ≤60 – – •100 x x – –<br />
>60 – – •100 x x – –<br />
Co-Basis ≤20 100 200 250 200 200 100 x<br />
40 HRC >20 ≤60 300 400 •450 400 350 400 x<br />
>60 400 400 •500 •500 400 400 x<br />
Cr-Carbide (1) ≤20 – o– o– o– o– o– o–<br />
55 HRC >20 ≤60 – 100 200 •200 •200 o– o–<br />
>60 o– 200 250 •200 •200 o– o–<br />
(1) Maximal zwei Lagen Schweißgut,<br />
Rißbildung ist normal<br />
C eq = %C + %Mn/6+(%Cr +%Mo+%V)/5<br />
+ (%Ni+%Cu)/15<br />
– keine Vorwärmung oder Vorwärmung < 100°C<br />
x nur sehr selten oder überhaupt nicht eingesetzt<br />
o Vorwärmen, wenn große Oberflächen beschichtet werden<br />
• Um Risse zu vermeiden, ist eine Pufferlage aus zähem,<br />
hochlegiertem Schweißgut einzusetzen<br />
7














