

Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
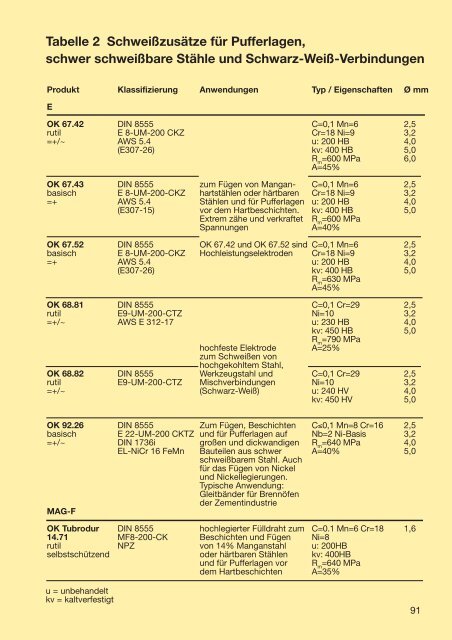
Tabelle 2 Schweißzusätze <strong>für</strong> Pufferlagen,<br />
schwer schweißbare Stähle <strong>und</strong> Schwarz-Weiß-Verbindungen<br />
Produkt<br />
E<br />
OK 67.42<br />
rutil<br />
=+/~<br />
OK 67.43<br />
basisch<br />
=+<br />
OK 67.52<br />
basisch<br />
=+<br />
OK 68.81<br />
rutil<br />
=+/~<br />
OK 68.82<br />
rutil<br />
=+/~<br />
OK 92.26<br />
basisch<br />
=+/~<br />
MAG-F<br />
OK Tubrodur<br />
14.71<br />
rutil<br />
selbstschützend<br />
u = unbehandelt<br />
kv = kaltverfestigt<br />
Klassifizierung<br />
DIN 8555<br />
E 8-UM-200 CKZ<br />
AWS 5.4<br />
(E307-26)<br />
DIN 8555<br />
E 8-UM-200-CKZ<br />
AWS 5.4<br />
(E307-15)<br />
DIN 8555<br />
E 8-UM-200-CKZ<br />
AWS 5.4<br />
(E307-26)<br />
DIN 8555<br />
E9-UM-200-CTZ<br />
AWS E 312-17<br />
DIN 8555<br />
E9-UM-200-CTZ<br />
DIN 8555<br />
E 22-UM-200 CKTZ<br />
DIN 1736i<br />
EL-NiCr 16 FeMn<br />
DIN 8555<br />
MF8-200-CK<br />
NPZ<br />
Anwendungen<br />
zum Fügen von Manganhartstählen<br />
oder härtbaren<br />
Stählen <strong>und</strong> <strong>für</strong> Pufferlagen<br />
vor dem Hartbeschichten.<br />
Extrem zähe <strong>und</strong> verkraftet<br />
Spannungen<br />
OK 67.42 <strong>und</strong> OK 67.52 sind<br />
Hochleistungselektroden<br />
hochfeste Elektrode<br />
zum Schweißen von<br />
hochgekohltem Stahl,<br />
Werkzeugstahl <strong>und</strong><br />
Mischverbindungen<br />
(Schwarz-Weiß)<br />
Zum Fügen, Beschichten<br />
<strong>und</strong> <strong>für</strong> Pufferlagen auf<br />
großen <strong>und</strong> dickwandigen<br />
Bauteilen aus schwer<br />
schweißbarem Stahl. Auch<br />
<strong>für</strong> <strong>das</strong> Fügen von Nickel<br />
<strong>und</strong> Nickellegierungen.<br />
Typische Anwendung:<br />
Gleitbänder <strong>für</strong> Brennöfen<br />
der Zementindustrie<br />
hochlegierter Fülldraht zum<br />
Beschichten <strong>und</strong> Fügen<br />
von 14% Manganstahl<br />
oder härtbaren Stählen<br />
<strong>und</strong> <strong>für</strong> Pufferlagen vor<br />
dem Hartbeschichten<br />
Typ / Eigenschaften<br />
C=0,1 Mn=6<br />
Cr=18 Ni=9<br />
u: 200 HB<br />
kv: 400 HB<br />
R m =600 MPa<br />
A=45%<br />
C=0,1 Mn=6<br />
Cr=18 Ni=9<br />
u: 200 HB<br />
kv: 400 HB<br />
R m =600 MPa<br />
A=40%<br />
C=0,1 Mn=6<br />
Cr=18 Ni=9<br />
u: 200 HB<br />
kv: 400 HB<br />
R m =630 MPa<br />
A=45%<br />
C=0,1 Cr=29<br />
Ni=10<br />
u: 230 HB<br />
kv: 450 HB<br />
R m =790 MPa<br />
A=25%<br />
C=0,1 Cr=29<br />
Ni=10<br />
u: 240 HV<br />
kv: 450 HV<br />
C≤0,1 Mn=8 Cr=16<br />
Nb=2 Ni-Basis<br />
R m =640 MPa<br />
A=40%<br />
C=0.1 Mn=6 Cr=18<br />
Ni=8<br />
u: 200HB<br />
kv: 400HB<br />
R m =640 MPa<br />
A=35%<br />
Ø mm<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
6,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
1,6<br />
91














