

Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
98-1281_Handboksvets_ty30-61 06-05-08 18.22 Sida 52<br />
Schneid- <strong>und</strong> Scherwerkzeuge<br />
– Kaltschermesser<br />
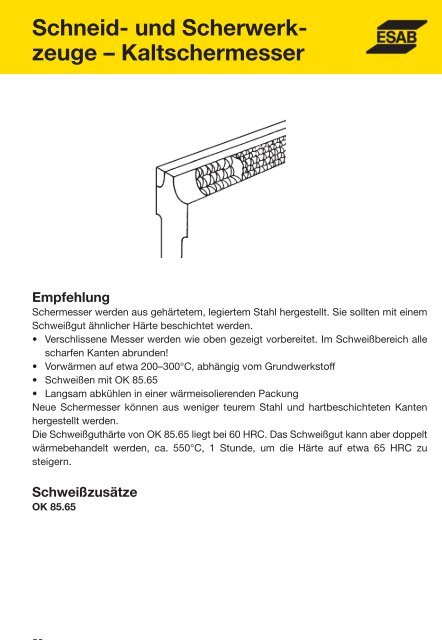
Empfehlung<br />
Schermesser werden aus gehärtetem, legiertem Stahl hergestellt. Sie sollten mit einem<br />
Schweißgut ähnlicher Härte beschichtet werden.<br />
• Verschlissene Messer werden wie oben gezeigt vorbereitet. Im Schweißbereich alle<br />
scharfen Kanten abr<strong>und</strong>en!<br />
• Vorwärmen auf etwa 200–300°C, abhängig vom Gr<strong>und</strong>werkstoff<br />
• Schweißen mit OK 85.65<br />
• Langsam abkühlen in einer wärmeisolierenden Packung<br />
Neue Schermesser können aus weniger teurem Stahl <strong>und</strong> hartbeschichteten Kanten<br />
hergestellt werden.<br />
Die Schweißguthärte von OK 85.65 liegt bei 60 HRC. Das Schweißgut kann aber doppelt<br />
wärmebehandelt werden, ca. 550°C, 1 St<strong>und</strong>e, um die Härte auf etwa 65 HRC zu<br />
steigern.<br />
Schweißzusätze<br />
OK 85.65














