

Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB
Handbuch für das Reparatur- und Instand- haltungsschweißen - ESAB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
98-1281_Handboksvets_ty30-61 06-05-08 18.22 Sida 60<br />
Erdbohrereinsätze<br />
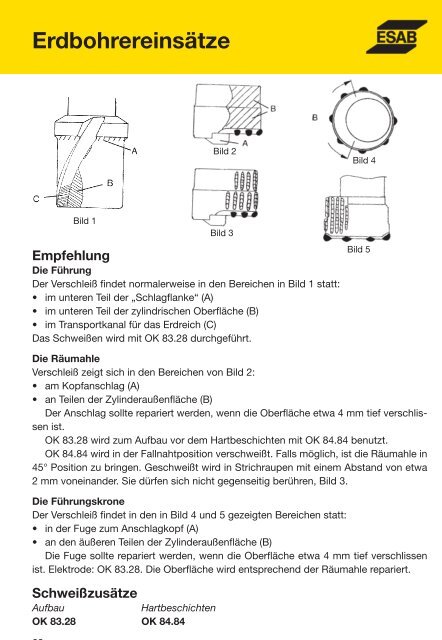
Bild 1<br />
Empfehlung<br />
Die Führung<br />
Der Verschleiß findet normalerweise in den Bereichen in Bild 1 statt:<br />
• im unteren Teil der „Schlagflanke“ (A)<br />
• im unteren Teil der zylindrischen Oberfläche (B)<br />
• im Transportkanal <strong>für</strong> <strong>das</strong> Erdreich (C)<br />
Das Schweißen wird mit OK 83.28 durchgeführt.<br />
Die Räumahle<br />
Verschleiß zeigt sich in den Bereichen von Bild 2:<br />
• am Kopfanschlag (A)<br />
• an Teilen der Zylinderaußenfläche (B)<br />
Der Anschlag sollte repariert werden, wenn die Oberfläche etwa 4 mm tief verschlissen<br />
ist.<br />
OK 83.28 wird zum Aufbau vor dem Hartbeschichten mit OK 84.84 benutzt.<br />
OK 84.84 wird in der Fallnahtposition verschweißt. Falls möglich, ist die Räumahle in<br />
45° Position zu bringen. Geschweißt wird in Strichraupen mit einem Abstand von etwa<br />
2 mm voneinander. Sie dürfen sich nicht gegenseitig berühren, Bild 3.<br />
Die Führungskrone<br />
Der Verschleiß findet in den in Bild 4 <strong>und</strong> 5 gezeigten Bereichen statt:<br />
• in der Fuge zum Anschlagkopf (A)<br />
• an den äußeren Teilen der Zylinderaußenfläche (B)<br />
Die Fuge sollte repariert werden, wenn die Oberfläche etwa 4 mm tief verschlissen<br />
ist. Elektrode: OK 83.28. Die Oberfläche wird entsprechend der Räumahle repariert.<br />
Schweißzusätze<br />
Aufbau Hartbeschichten<br />
OK 83.28 OK 84.84<br />
Bild 2<br />
Bild 3<br />
Bild 4<br />
Bild 5














