

Untersuchungen der Strukturstabilität von Ni-(Fe) - JUWEL ...
Untersuchungen der Strukturstabilität von Ni-(Fe) - JUWEL ...
Untersuchungen der Strukturstabilität von Ni-(Fe) - JUWEL ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Experimente<br />
Die für diesen Werkstoff übliche Wärmebehandlung ist in Abbildung 3.3a dargestellt. Diese<br />
besteht grundsätzlich aus einer Lösungs- und einer Ausscheidungsglühung. Nach dem<br />
Lösungsglühen bei 980 °C/2 h wird an Luft bis auf Raumtemperatur abgekühlt<br />
(Geschwindigkeit <strong>der</strong> Abkühlung ~ 25K/min). Der nächste Schritt ist eine<br />
Zweistufenausscheidungsglühung (720 °C/8 h und 620 °C/8 h). Das Mikrogefüge nach dieser<br />
Wärmebehandlung besteht nur aus einer γ-Matrix verfestigt mit γ’- und γ’’-Ausscheidungen.<br />
In dem Zustand hat <strong>der</strong> Werkstoff sehr günstige mechanische Eigenschaften und hohe<br />
Langzeitstabilität bis etwa 620 °C, jedoch ein sehr schlechtes Kriechrissverhalten bei<br />
Arbeitstemperaturen <strong>von</strong> etwa 700 °C [3.3, 3.4, 3.5].<br />
Um die Kriechrisseigenschaften zu verbessern, wurde als zusätzliche Stufe eine<br />
Stabilisierungsglühung nach <strong>der</strong> Lösungsglühung angefügt (Abbildung 3.3b). In <strong>der</strong> Literatur<br />
wird dieser Typ <strong>von</strong> Wärmebehandlung auch als dreistufige Wärmebehandlung bezeichnet.<br />
Die Stabilisierungsglühung bewirkt vor <strong>der</strong> γ’- und γ’’-Ausscheidung die Bildung <strong>der</strong> η-Phase<br />
an den Korngrenzen. Hier bestehen zwei Abkühlungsmöglichkeiten. Die erste Möglichkeit ist<br />
nach <strong>der</strong> Lösungsglühung (980 °C/3 h) bis auf Raumtemperatur abzukühlen, was die<br />
Ausscheidung <strong>von</strong> γ’- und γ’’-Phase verursacht und danach eine Stabilisierungsglühung bei<br />
820 °C/10 h vorzunehmen, wobei sich die η-Phase bildet. Die zweite Möglichkeit vermeidet<br />
die Ausscheidung <strong>von</strong> γ’ und γ’’<br />
beim Abkühlen, deswegen bildet<br />
sich zuerst die η-Phase und danach<br />
die γ’- und γ’’-Phase beim<br />
Abkühlen nach <strong>der</strong><br />
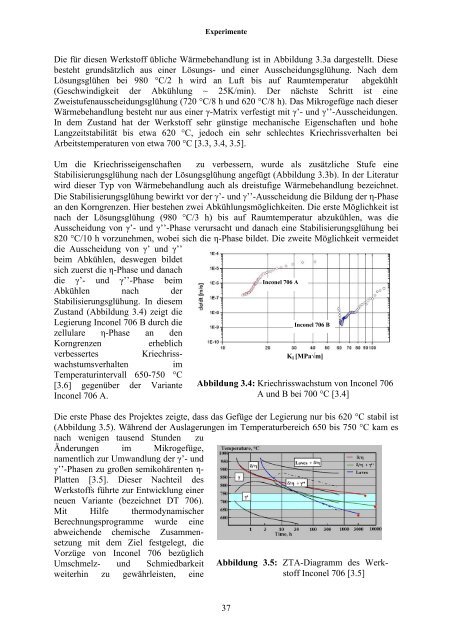
Stabilisierungsglühung. In diesem<br />
Zustand (Abbildung 3.4) zeigt die<br />
Legierung Inconel 706 B durch die<br />
zellulare η-Phase an den<br />
Korngrenzen erheblich<br />
verbessertes Kriechrisswachstumsverhalten<br />
im<br />
Temperaturintervall 650-750 °C<br />
[3.6] gegenüber <strong>der</strong> Variante<br />
Inconel 706 A.<br />
Die erste Phase des Projektes zeigte, dass das Gefüge <strong>der</strong> Legierung nur bis 620 °C stabil ist<br />
(Abbildung 3.5). Während <strong>der</strong> Auslagerungen im Temperaturbereich 650 bis 750 °C kam es<br />
nach wenigen tausend Stunden zu<br />
Än<strong>der</strong>ungen im Mikrogefüge,<br />
namentlich zur Umwandlung <strong>der</strong> γ’- und<br />
γ’’-Phasen zu großen semikohärenten η-<br />
Platten [3.5]. Dieser Nachteil des<br />
Werkstoffs führte zur Entwicklung einer<br />
neuen Variante (bezeichnet DT 706).<br />
Mit Hilfe thermodynamischer<br />
Berechnungsprogramme wurde eine<br />
abweichende chemische Zusammensetzung<br />
mit dem Ziel festgelegt, die<br />
Vorzüge <strong>von</strong> Inconel 706 bezüglich<br />
Umschmelz- und Schmiedbarkeit<br />
weiterhin zu gewährleisten, eine<br />
37<br />
Inconel 706 A<br />
Inconel 706 B<br />
K I [MPa√m]<br />
Abbildung 3.4: Kriechrisswachstum <strong>von</strong> Inconel 706<br />
A und B bei 700 °C [3.4]<br />
Abbildung 3.5: ZTA-Diagramm des Werkstoff<br />
Inconel 706 [3.5]














