

Fachzeitschrift_OeGS_03_04_2019

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
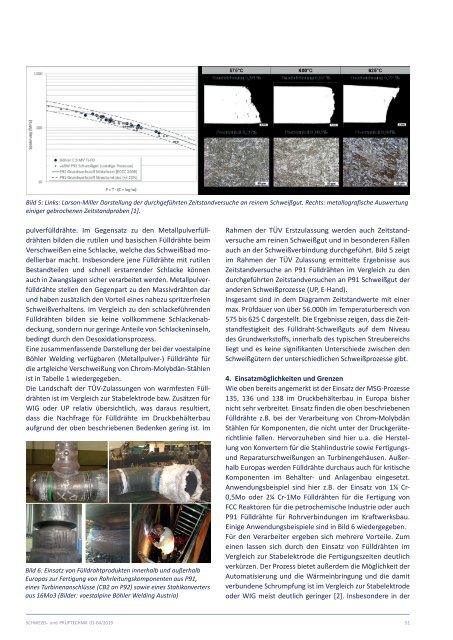
Bild 5: Links: Larson-Miller Darstellung der durchgeführten Zeitstandversuche an reinem Schweißgut. Rechts: metallografische Auswertung<br />
einiger gebrochenen Zeitstandproben [1].<br />
pulverfülldrähte. Im Gegensatz zu den Metallpulverfülldrähten<br />
bilden die rutilen und basischen Fülldrähte beim<br />
Verschweißen eine Schlacke, welche das Schweißbad modellierbar<br />
macht. Insbesondere jene Fülldrähte mit rutilen<br />
Bestandteilen und schnell erstarrender Schlacke können<br />
auch in Zwangslagen sicher verarbeitet werden. Metallpulverfülldrähte<br />
stellen den Gegenpart zu den Massivdrähten dar<br />
und haben zusätzlich den Vorteil eines nahezu spritzerfreien<br />
Schweißverhaltens. Im Vergleich zu den schlackeführenden<br />
Fülldrähten bilden sie keine vollkommene Schlackenabdeckung,<br />
sondern nur geringe Anteile von Schlackeninseln,<br />
bedingt durch den Desoxidationsprozess.<br />
Eine zusammenfassende Darstellung der bei der voestalpine<br />
Böhler Welding verfügbaren (Metallpulver-) Fülldrähte für<br />
die artgleiche Verschweißung von Chrom-Molybdän-Stählen<br />
ist in Tabelle 1 wiedergegeben.<br />
Die Landschaft der TÜV-Zulassungen von warmfesten Fülldrähten<br />
ist im Vergleich zur Stabelektrode bzw. Zusätzen für<br />
WIG oder UP relativ übersichtlich, was daraus resultiert,<br />
dass die Nachfrage für Fülldrähte im Druckbehälterbau<br />
aufgrund der oben beschriebenen Bedenken gering ist. Im<br />
Bild 6: Einsatz von Fülldrahtprodukten innerhalb und außerhalb<br />
Europas zur Fertigung von Rohrleitungskomponenten aus P91,<br />
eines Turbinenanschlüsse (CB2 an P92) sowie eines Stahlkonverters<br />
aus 16Mo3 (Bilder: voestalpine Böhler Welding Austria)<br />
Rahmen der TÜV Erstzulassung werden auch Zeitstandversuche<br />
am reinen Schweißgut und in besonderen Fällen<br />
auch an der Schweißverbindung durchgeführt. Bild 5 zeigt<br />
im Rahmen der TÜV Zulassung ermittelte Ergebnisse aus<br />
Zeitstandversuche an P91 Fülldrähten im Vergleich zu den<br />
durchgeführten Zeitstandversuchen an P91 Schweißgut der<br />
anderen Schweißprozesse (UP, E-Hand).<br />
Insgesamt sind in dem Diagramm Zeitstandwerte mit einer<br />
max. Prüfdauer von über 56.000h im Temperaturbereich von<br />
575 bis 625 C dargestellt. Die Ergebnisse zeigen, dass die Zeitstandfestigkeit<br />
des Fülldraht-Schweißguts auf dem Niveau<br />
des Grundwerkstoffs, innerhalb des typischen Streubereichs<br />
liegt und es keine signifikanten Unterschiede zwischen den<br />
Schweißgütern der unterschiedlichen Schweißprozesse gibt.<br />
4. Einsatzmöglichkeiten und Grenzen<br />
Wie oben bereits angemerkt ist der Einsatz der MSG-Prozesse<br />
135, 136 und 138 im Druckbehälterbau in Europa bisher<br />
nicht sehr verbreitet. Einsatz finden die oben beschriebenen<br />
Fülldrähte z.B. bei der Verarbeitung von Chrom-Molybdän<br />
Stählen für Komponenten, die nicht unter der Druckgeräterichtlinie<br />
fallen. Hervorzuheben sind hier u.a. die Herstellung<br />
von Konvertern für die Stahlindustrie sowie Fertigungsund<br />
Reparaturschweißungen an Turbinengehäusen. Außerhalb<br />
Europas werden Fülldrähte durchaus auch für kritische<br />
Komponenten im Behälter- und Anlagenbau eingesetzt.<br />
Anwendungsbeispiel sind hier z.B. der Einsatz von 1¼ Cr-<br />
0,5Mo oder 2¼ Cr-1Mo Fülldrähten für die Fertigung von<br />
FCC Reaktoren für die petrochemische Industrie oder auch<br />
P91 Fülldrähte für Rohrverbindungen im Kraftwerksbau.<br />
Einige Anwendungsbeispiele sind in Bild 6 wiedergegeben.<br />
Für den Verarbeiter ergeben sich mehrere Vorteile. Zum<br />
einen lassen sich durch den Einsatz von Fülldrähten im<br />
Vergleich zur Stabelektrode die Fertigungszeiten deutlich<br />
verkürzen. Der Prozess bietet außerdem die Möglichkeit der<br />
Automatisierung und die Wärmeinbringung und die damit<br />
verbundene Schrumpfung ist im Vergleich zur Stabelektrode<br />
oder WIG meist deutlich geringer [2]. Insbesondere in der<br />
SCHWEISS- und PRÜFTECHNIK <strong>03</strong>-<strong>04</strong>/<strong>2019</strong> 51













