

Fachzeitschrift_OeGS_03_04_2019

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Einsatz von Fülldrähten – Fertigungsschweißung<br />
warmfester Gussteile aus CB2<br />
■■<br />
Susanne Baumgartner, voestalpine Böhler Welding<br />
Austria GmbH, Kapfenberg<br />
Vor allem in Asien besteht nach wie vor ein großer Bedarf<br />
an hocheffizienten thermischen Kraftwerken. Da Schweißen<br />
ein wesentlicher Prozessschritt bei der Herstellung<br />
großer Gusskomponenten ist, wird ein Schweißverfahren<br />
benötigt, das sowohl gute Positionsverschweißbarkeit als<br />
auch hohe Produktivität ermöglicht. Daher wurde speziell<br />
für die Fertigungsschweißung von Gussteilen aus CB2 ein<br />
rutiler Fülldraht entwickelt und qualifiziert.<br />
1. Der Gusswerkstoff CB2<br />
Im Rahmen der europäischen Forschungsprojekte COST<br />
(European Cooperation in the Field of Scientific and Technical<br />
Research) 501, 522 und 536 wurden Werkstoffe und<br />
Schweißzusätze mit verbesserten Zeitstandeigenschaften<br />
entwickelt, um die Dampfparameter Druck und Temperatur<br />
und damit die Effizienz thermischer Kraftwerke zu erhöhen<br />
[1,2]. Im Bereich der Gusswerkstoffe zeigte der als COST CB2<br />
bezeichnete B-legierte 9%Cr-1,5%Mo-1%Co Stahl GX13Cr-<br />
MoCoVNbNB9-2-1 (siehe Tabelle 1) sehr gute Ergebnisse bei<br />
Kriechversuchen in COST 501/III und COST 522 [2].<br />
Die Mikrostruktur besteht aus Martensit mit Cr-reichen<br />
M 23<br />
C 6<br />
Ausscheidungen an den ehemaligen Austenitkorngrenzen<br />
und Subkorngrenzen, sowie fein verteilten MX<br />
Ausscheidungen (VN, NbC)[3]. Der Zusatz von B soll das<br />
Wachstum der Cr-Karbide im Bereich der ehemaligen Austenitkorngrenzen<br />
durch Bildung von M 23<br />
(C,B) 6<br />
verringern und<br />
dadurch die Stabilität der Mikrostruktur verbessern [4,5].<br />
Zeitstandversuche bis 130.000 h bestätigen die verbesserte<br />
Kriechfestigkeit bis 650°C [6].<br />
Seit 2011 wird dieser Gusswerkstoff vor allem für Ventile<br />
und Innengehäuse mit Wandstärken bis 300 mm im Gewichtsbereich<br />
von 1,5-35 t verwendet, die hauptsächlich in<br />
chinesischen Kraftwerken mit Betriebstemperaturen bis<br />
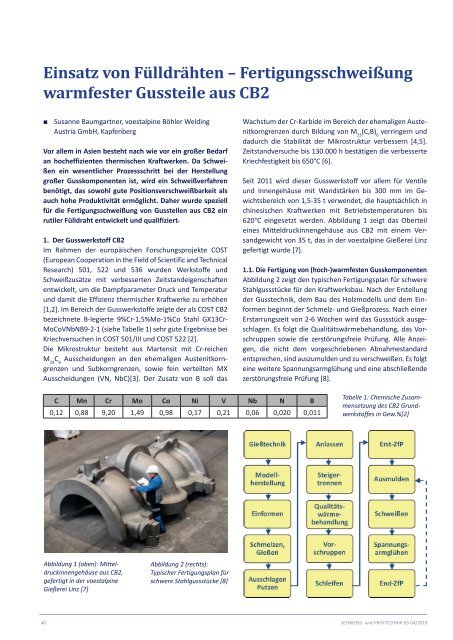
620°C eingesetzt werden. Abbildung 1 zeigt das Oberteil<br />
eines Mitteldruckinnengehäuse aus CB2 mit einem Versandgewicht<br />
von 35 t, das in der voestalpine Gießerei Linz<br />
gefertigt wurde [7].<br />
1.1. Die Fertigung von (hoch-)warmfesten Gusskomponenten<br />
Abbildung 2 zeigt den typischen Fertigungsplan für schwere<br />
Stahlgussstücke für den Kraftwerksbau. Nach der Erstellung<br />
der Gusstechnik, dem Bau des Holzmodells und dem Einformen<br />
beginnt der Schmelz- und Gießprozess. Nach einer<br />
Erstarrungszeit von 2-6 Wochen wird das Gussstück ausgeschlagen.<br />
Es folgt die Qualitätswärmebehandlung, das Vorschruppen<br />
sowie die zerstörungsfreie Prüfung. Alle Anzeigen,<br />
die nicht dem vorgeschriebenen Abnahmestandard<br />
entsprechen, sind auszumulden und zu verschweißen. Es folgt<br />
eine weitere Spannungsarmglühung und eine abschließende<br />
zerstörungsfreie Prüfung [8].<br />
C Mn Cr Mo Co Ni V Nb N B<br />
0,12 0,88 9,20 1,49 0,98 0,17 0,21 0,06 0,020 0,011<br />
Tabelle 1: Chemische Zusammensetzung<br />
des CB2 Grundwerkstoffes<br />
in Gew.%[2]<br />
Abbildung 1 (oben): Mitteldruckinnengehäuse<br />
aus CB2,<br />
gefertigt in der voestalpine<br />
Gießerei Linz [7]<br />
Abbildung 2 (rechts):<br />
Typischer Fertigungsplan für<br />
schwere Stahlgussstücke [8]<br />
40 SCHWEISS- und PRÜFTECHNIK <strong>03</strong>-<strong>04</strong>/<strong>2019</strong>













