

Fachzeitschrift_OeGS_03_04_2019

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
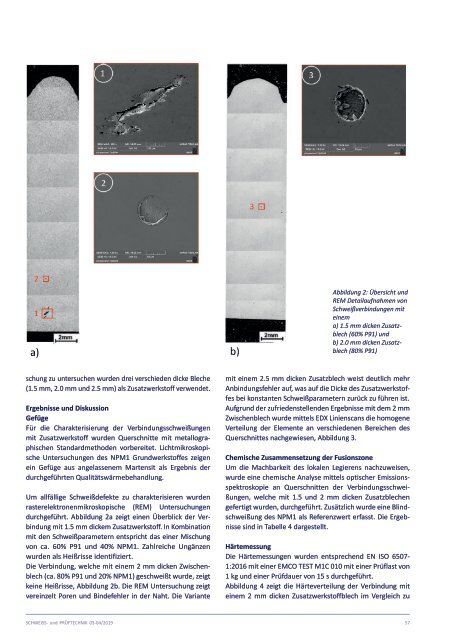
Abbildung 2: Übersicht und<br />
REM Detailaufnahmen von<br />
Schweißverbindungen mit<br />
einem<br />
a) 1.5 mm dicken Zusatzblech<br />
(60% P91) und<br />
b) 2.0 mm dicken Zusatzblech<br />
(80% P91)<br />
schung zu untersuchen wurden drei verschieden dicke Bleche<br />
(1.5 mm, 2.0 mm und 2.5 mm) als Zusatzwerkstoff verwendet.<br />
Ergebnisse und Diskussion<br />
Gefüge<br />
Für die Charakterisierung der Verbindungsschweißungen<br />
mit Zusatzwerkstoff wurden Querschnitte mit metallographischen<br />
Standardmethoden vorbereitet. Lichtmikroskopische<br />
Untersuchungen des NPM1 Grundwerkstoffes zeigen<br />
ein Gefüge aus angelassenem Martensit als Ergebnis der<br />
durchgeführten Qualitätswärmebehandlung.<br />
Um allfällige Schweißdefekte zu charakterisieren wurden<br />
rasterelektronenmikroskopische (REM) Untersuchungen<br />
durchgeführt. Abbildung 2a zeigt einen Überblick der Verbindung<br />
mit 1.5 mm dickem Zusatzwerkstoff. In Kombination<br />
mit den Schweißparametern entspricht das einer Mischung<br />
von ca. 60% P91 und 40% NPM1. Zahlreiche Ungänzen<br />
wurden als Heißrisse identifiziert.<br />
Die Verbindung, welche mit einem 2 mm dicken Zwischenblech<br />
(ca. 80% P91 und 20% NPM1) geschweißt wurde, zeigt<br />
keine Heißrisse, Abbildung 2b. Die REM Untersuchung zeigt<br />
vereinzelt Poren und Bindefehler in der Naht. Die Variante<br />
mit einem 2.5 mm dicken Zusatzblech weist deutlich mehr<br />
Anbindungsfehler auf, was auf die Dicke des Zusatzwerkstoffes<br />
bei konstanten Schweißparametern zurück zu führen ist.<br />
Aufgrund der zufriedenstellenden Ergebnisse mit dem 2 mm<br />
Zwischenblech wurde mittels EDX Linienscans die homogene<br />
Verteilung der Elemente an verschiedenen Bereichen des<br />
Querschnittes nachgewiesen, Abbildung 3.<br />
Chemische Zusammensetzung der Fusionszone<br />
Um die Machbarkeit des lokalen Legierens nachzuweisen,<br />
wurde eine chemische Analyse mittels optischer Emissionsspektroskopie<br />
an Querschnitten der Verbindungsschweißungen,<br />
welche mit 1.5 und 2 mm dicken Zusatzblechen<br />
gefertigt wurden, durchgeführt. Zusätzlich wurde eine Blindschweißung<br />
des NPM1 als Referenzwert erfasst. Die Ergebnisse<br />
sind in Tabelle 4 dargestellt.<br />
Härtemessung<br />
Die Härtemessungen wurden entsprechend EN ISO 6507-<br />
1:2016 mit einer EMCO TEST M1C 010 mit einer Prüflast von<br />
1 kg und einer Prüfdauer von 15 s durchgeführt.<br />
Abbildung 4 zeigt die Härteverteilung der Verbindung mit<br />
einem 2 mm dicken Zusatzwerkstoffblech im Vergleich zu<br />
SCHWEISS- und PRÜFTECHNIK <strong>03</strong>-<strong>04</strong>/<strong>2019</strong> 57













