

Fachzeitschrift_OeGS_03_04_2019

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
C Mn Cr Mo Co W V Nb N B Fe<br />
[Gew.-%] 0.07 0.5 9.0 0.05 2.9 2.9 0.2 0.05 0.01 0.01 Bal.<br />
Tabelle 1: Chem. Zusammensetzung<br />
des MarBN<br />
Stahls NPM1-P in Gew.-%<br />
[Gew.-.%] C Mn Cr Mo Co W V Nb N B Fe<br />
min. 0.08 0.30 8.0 0.85 - - 0.18 0.06 0.<strong>03</strong> -<br />
Bal.<br />
max. 0.12 0.60 9.5 1.05 - - 0.25 0.10 0.07 -<br />
Tabelle 2: Chem. Zusammensetzung<br />
von P91 in<br />
Gew.-% [17]<br />
Vor dem Schweißen wurde der Grundwerkstoff einer Qualitätswärmebehandlung<br />
unterzogen, um ein angelassenes<br />
martensitisches Gefüge mit M 23<br />
C 6<br />
und MX-Ausscheidungen<br />
zu erhalten, welche für die guten Kriecheigenschaften<br />
verantwortlich sind. [15] Die Wärmebehandlung setzt sich<br />
aus Normalisieren bei 1120 °C für 1 h, anschließender Luftkühlung,<br />
gefolgt von zwei Anlassvorgängen bei 750 °C für je<br />
3 h und anschließender Luftkühlung zusammen. [16]<br />
Da vermutet wird, dass Bor die Heißrissbildung fördert,<br />
wurde in dieser Arbeit der Einfluss von Bor (und Stickstoff)<br />
auf die Heißrissanfälligkeit untersucht und der B-Gehalt<br />
lokal im Bereich der Fusionszone reduziert. Daher wurde<br />
als Zusatzwerkstoff der martensitische 9% kriechbeständige<br />
Cr-Stahl P91 verwendet. Die chemische Zusammensetzung<br />
ist in Tabelle 2 angeführt.<br />
Die verwendeten Stähle weisen eine sehr ähnliche chemische<br />
Zusammensetzung auf, jedoch enthält P91 kein B, Co<br />
und W. [18].<br />
Schweißstrom I<br />
Beschleunigungsspannung U<br />
Schweißgeschwindigkeit u<br />
Streckenenergie E<br />
Strahlfigur<br />
Strahldurchmesser<br />
Arbeitsabstand<br />
Fokus Wobbling<br />
Fokuslage<br />
Fokusänderung<br />
Frequenz<br />
150 mA<br />
120 kV<br />
8.0 mm/s<br />
22.5 kJ/cm<br />
Kreis<br />
0.5 mm<br />
800 mm<br />
-40 mm<br />
15 mm<br />
500 Hz<br />
Tabelle 3: Optimierte Schweißparameter für die Versuchsschweißungen<br />
Schweißversuche<br />
Für die Schweißversuche wurde die pro-beam EBG 45-150<br />
K14 Elektronenstrahlschweißanlage des Instituts für Werkstoffkunde,<br />
Fügetechnik und Umformtechnik (IMAT) der TU<br />
Graz verwendet, welche mit einem 150 kV - 45 kW Generator<br />
ausgestattet ist. Alle Versuche wurden in Wannenlage (PA)<br />
mit bereits optimierten Parametern (Tabelle 3) durchgeführt.<br />
Um die Heißrissanfälligkeit des als Zusatzwerkstoff vorgesehenen<br />
Stahltyps zu untersuchen, wurden in einem ersten<br />
Schritt Blindschweißungen am Grundwerkstoff P91 durchgeführt<br />
und diese Ergebnisse mit jenen, des NPM1 verglichen.<br />
Zerstörungsfreie Prüfung und metallographische Untersuchungen<br />
der P91-Schweißungen wiesen im Gegensatz zu<br />
reinen NPM1 Schweißungen keine Heißrisse im Schweißgut<br />
auf. Aufgrund der geringeren Heißrissneigung des P91 wurde<br />
für alle weiteren Schweißversuche P91 als Zusatzwerkstoff<br />
für das Fügen von NMP1 verwendet.<br />
Basierend auf den Kenntnissen der Heißrissneigung des konventionellen<br />
9% Cr-Stahls, wurde bei weiteren Versuchen<br />
die chemische Zusammensetzung des Schweißguts an Verbindungsschweißungen<br />
zwischen NPM1 und P91 graduell<br />
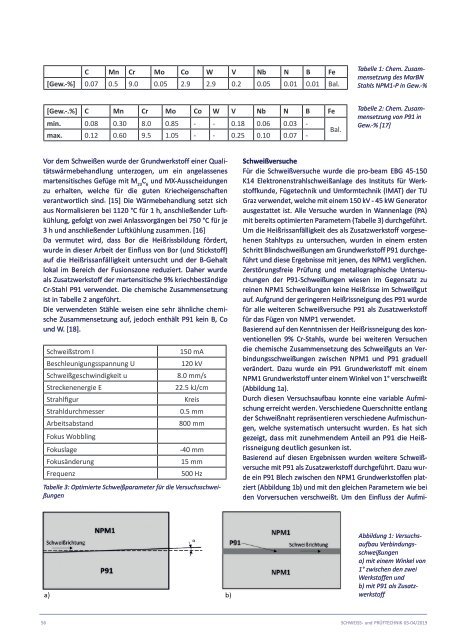
verändert. Dazu wurde ein P91 Grundwerkstoff mit einem<br />
NPM1 Grundwerkstoff unter einem Winkel von 1° verschweißt<br />
(Abbildung 1a).<br />
Durch diesen Versuchsaufbau konnte eine variable Aufmischung<br />
erreicht werden. Verschiedene Querschnitte entlang<br />
der Schweißnaht repräsentieren verschiedene Aufmischungen,<br />
welche systematisch untersucht wurden. Es hat sich<br />
gezeigt, dass mit zunehmendem Anteil an P91 die Heißrissneigung<br />
deutlich gesunken ist.<br />
Basierend auf diesen Ergebnissen wurden weitere Schweißversuche<br />
mit P91 als Zusatzwerkstoff durchgeführt. Dazu wurde<br />
ein P91 Blech zwischen den NPM1 Grundwerkstoffen platziert<br />
(Abbildung 1b) und mit den gleichen Parametern wie bei<br />
den Vorversuchen verschweißt. Um den Einfluss der Aufmi-<br />
Abbildung 1: Versuchsaufbau<br />
Verbindungsschweißungen<br />
a) mit einem Winkel von<br />
1° zwischen den zwei<br />
Werkstoffen und<br />
b) mit P91 als Zusatzwerkstoff<br />
56 SCHWEISS- und PRÜFTECHNIK <strong>03</strong>-<strong>04</strong>/<strong>2019</strong>













