

Fachzeitschrift_OeGS_03_04_2019

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Abbildung 3: Positionierung eines Außengehäuses für das<br />
Schweißen [7]<br />
Die Erstarrungsparameter der 9-10%Cr Gussstähle unterscheiden<br />
sich von jenen der niedriglegierten CrMo(V) Stähle, deshalb<br />
ist das Schrumpfungsverhalten komplexer. Dies stellt hohe<br />
Anforderungen an die Gieß- und Speisertechnik [9]. CB2 verhält<br />
sich aus produktionstechnischer Sicht noch diffiziler als<br />
die bisherigen konventionellen warmfesten Werkstoffe [10].<br />
1.2. Schweißen von Gussteilen<br />
Das Schweißen stellt einen wesentlichen Fertigungsschritt<br />
bei der Herstellung von Stahlgussteilen dar. Bei der Fertigungsschweißung<br />
werden nicht tolerierbare Ungänzen an<br />
Gussteilen beseitigt. Anschließend folgt eine Spannungsarmglühung.<br />
Bei Konstruktionsschweißungen werden gewalzte,<br />
geschmiedete oder gegossene Rohre, Stutzen,<br />
Krümmer, Nippel usw. angeschweißt. Auftragsschweißungen<br />
werden zur Erzielung spezieller Oberflächenanforderungen<br />
hinsichtlich Härte oder Korrosion durchgeführt [7].<br />
Bei hochlegierten, warmfesten Werkstoffen, wie CB2 sind<br />
besondere Vorkehrungen bezüglich der Wärmeführung<br />
beim Schweißen notwendig. Dabei werden hohe Anforderungen<br />
an das Schweißverfahren und den Zusatzwerkstoff<br />
gestellt. Aus wirtschaftlicher Sicht wird eine hohe Produktivität<br />
gefordert, aus technischer Sicht die Einhaltung der geforderten<br />
Gütewerte. Von Seiten der schweißtechnischen<br />
Verarbeitung ist gute Positionsverschweißbarkeit erforderlich,<br />
da vor allem Großgusskomponenten nur mit großem<br />
Aufwand in ihrer Lage verändert werden können (siehe<br />
Abbildung 3). Hier kommen die Vorteile der Fülldrahtschweißung<br />
zum Einsatz.<br />
2. Fülldrahtschweißung von CB2 Gussteilen<br />
2.1. Das Prinzip der Fülldrahtschweißung<br />
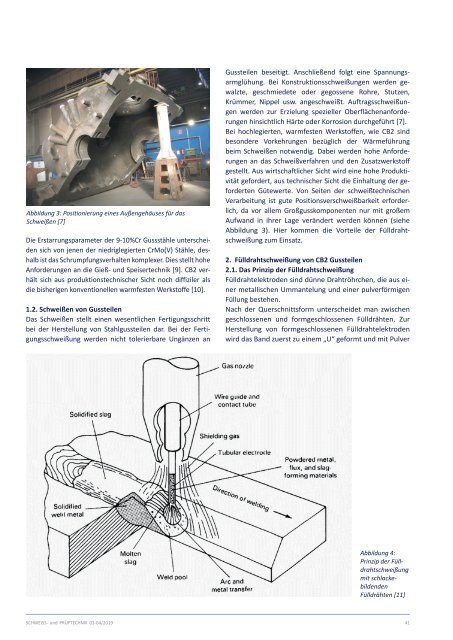
Fülldrahtelektroden sind dünne Drahtröhrchen, die aus einer<br />
metallischen Ummantelung und einer pulverförmigen<br />
Füllung bestehen.<br />
Nach der Querschnittsform unterscheidet man zwischen<br />
geschlossenen und formgeschlossenen Fülldrähten. Zur<br />
Herstellung von formgeschlossenen Fülldrahtelektroden<br />
wird das Band zuerst zu einem „U“ geformt und mit Pulver<br />
Abbildung 4:<br />
Prinzip der Fülldrahtschweißung<br />
mit schlackebildenden<br />
Fülldrähten [11]<br />
SCHWEISS- und PRÜFTECHNIK <strong>03</strong>-<strong>04</strong>/<strong>2019</strong> 41













