

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T<br />
0 :<br />
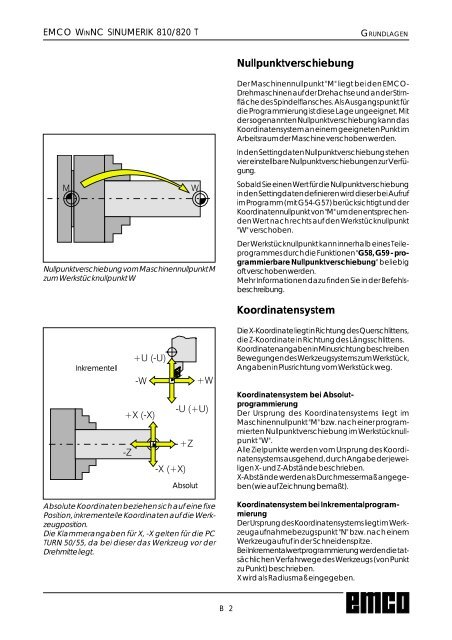
Nullpunktverschiebung vom Maschinennullpunkt M<br />
zum Werkstücknullpunkt W<br />
Inkrementell<br />
=<br />
8 8<br />
:<br />
; ;<br />
; ;<br />
8 8<br />
=<br />
Absolut<br />
Absolute Koordinaten beziehen sich auf eine fixe<br />
Position, inkrementelle Koordinaten auf die Werkzeugposition.<br />
Die Klammerangaben für X, -X gelten für die PC<br />
TURN 50/55, da bei dieser das Werkzeug vor der<br />
Drehmitte liegt.<br />
:<br />
B 2<br />
Nullpunktverschiebung<br />
GRUNDLAGEN<br />
Der Maschinennullpunkt "M" liegt bei den <strong>EMCO</strong>-<br />
Drehmaschinen auf der Drehachse und an der Stirnfläche<br />
des Spindelflansches. Als Ausgangspunkt für<br />
die Programmierung ist diese Lage ungeeignet. Mit<br />
der sogenannten Nullpunktverschiebung kann das<br />
Koordinatensystem an einem geeigneten Punkt im<br />
Arbeitsraum der Maschine verschoben werden.<br />
In den Settingdaten Nullpunktverschiebung stehen<br />
vier einstellbare Nullpunktverschiebungen zur Verfügung.<br />
Sobald Sie einen Wert für die Nullpunktverschiebung<br />
in den Settingdaten definieren wird dieser bei Aufruf<br />
im Programm (mit G54-G57) berücksichtigt und der<br />
Koordinatennullpunkt von "M" um den entsprechenden<br />
Wert nach rechts auf den Werkstücknullpunkt<br />
"W" verschoben.<br />
Der Werkstücknullpunkt kann innerhalb eines Teileprogrammes<br />
durch die Funktionen "G58, G59 - programmierbare<br />
Nullpunktverschiebung" beliebig<br />
oft verschoben werden.<br />
Mehr Informationen dazu finden Sie in der Befehlsbeschreibung.<br />
Koordinatensystem<br />
Die X-Koordinate liegt in Richtung des Querschlittens,<br />
die Z-Koordinate in Richtung des Längsschlittens.<br />
Koordinatenangaben in Minusrichtung beschreiben<br />
Bewegungen des Werkzeugsystems zum Werkstück,<br />
Angaben in Plusrichtung vom Werkstück weg.<br />
Koordinatensystem bei Absolutprogrammierung<br />
Der Ursprung des Koordinatensystems liegt im<br />
Maschinennullpunkt "M" bzw. nach einer programmierten<br />
Nullpunktverschiebung im Werkstücknullpunkt<br />
"W".<br />
Alle Zielpunkte werden vom Ursprung des Koordinatensystems<br />
ausgehend, durch Angabe der jeweiligen<br />
X- und Z-Abstände beschrieben.<br />
X-Abstände werden als Durchmessermaß angegeben<br />
(wie auf Zeichnung bemaßt).<br />
Koordinatensystem bei Inkrementalprogrammierung<br />
Der Ursprung des Koordinatensystems liegt im Werkzeugaufnahmebezugspunkt<br />
"N" bzw. nach einem<br />
Werkzeugaufruf in der Schneidenspitze.<br />
Bei Inkrementalwertprogrammierung werden die tatsächlichen<br />
Verfahrwege des Werkzeugs (von Punkt<br />
zu Punkt) beschrieben.<br />
X wird als Radiusmaß eingegeben.














