

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
X<br />
R32<br />
R27<br />
R31<br />
R25<br />
R20<br />
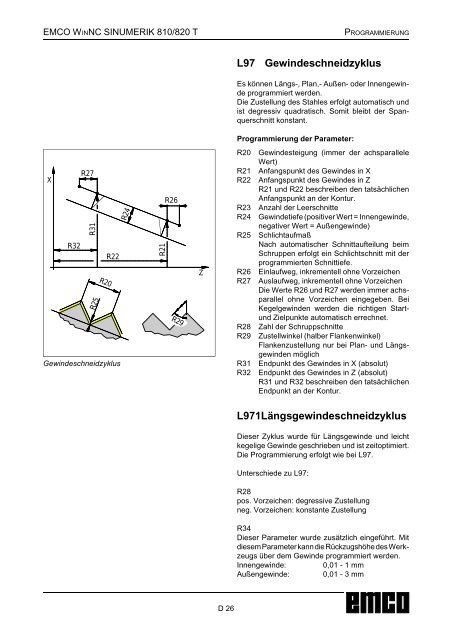
Gewindeschneidzyklus<br />
R24<br />
R22 R21<br />
R26<br />
R29<br />
Z<br />
D 26<br />
L97 Gewindeschneidzyklus<br />
Es können Längs-, Plan,- Außen- oder Innengewinde<br />
programmiert werden.<br />
Die Zustellung des Stahles erfolgt automatisch und<br />
ist degressiv quadratisch. Somit bleibt der Spanquerschnitt<br />
konstant.<br />
Programmierung der Parameter:<br />
R20 Gewindesteigung (immer der achsparallele<br />
Wert)<br />
R21 Anfangspunkt des Gewindes in X<br />
R22 Anfangspunkt des Gewindes in Z<br />
R21 und R22 beschreiben den tatsächlichen<br />
Anfangspunkt an der Kontur.<br />
R23 Anzahl der Leerschnitte<br />
R24 Gewindetiefe (positiver Wert = Innengewinde,<br />
negativer Wert = Außengewinde)<br />
R25 Schlichtaufmaß<br />
Nach automatischer Schnittaufteilung beim<br />
Schruppen erfolgt ein Schlichtschnitt mit der<br />
programmierten Schnittiefe.<br />
R26 Einlaufweg, inkrementell ohne Vorzeichen<br />
R27 Auslaufweg, inkrementell ohne Vorzeichen<br />
Die Werte R26 und R27 werden immer achsparallel<br />
ohne Vorzeichen eingegeben. Bei<br />
Kegelgewinden werden die richtigen Startund<br />
Zielpunkte automatisch errechnet.<br />
R28 Zahl der Schruppschnitte<br />
R29 Zustellwinkel (halber Flankenwinkel)<br />
Flankenzustellung nur bei Plan- und Längsgewinden<br />
möglich<br />
R31 Endpunkt des Gewindes in X (absolut)<br />
R32 Endpunkt des Gewindes in Z (absolut)<br />
R31 und R32 beschreiben den tatsächlichen<br />
Endpunkt an der Kontur.<br />
L971Längsgewindeschneidzyklus<br />
Dieser Zyklus wurde für Längsgewinde und leicht<br />
kegelige Gewinde geschrieben und ist zeitoptimiert.<br />
Die Programmierung erfolgt wie bei L97.<br />
Unterschiede zu L97:<br />
R28<br />
pos. Vorzeichen: degressive Zustellung<br />
neg. Vorzeichen: konstante Zustellung<br />
R34<br />
Dieser Parameter wurde zusätzlich eingeführt. Mit<br />
diesem Parameter kann die Rückzugshöhe des Werkzeugs<br />
über dem Gewinde programmiert werden.<br />
Innengewinde: 0,01 - 1 mm<br />
Außengewinde: 0,01 - 3 mm














