

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
4<br />
+Y<br />
5 6<br />
3<br />
2<br />
Startpkt.<br />
+C<br />
+X<br />
1=7 C=0<br />
Endpkt.<br />
Punkt X Y<br />
S 17.32 10<br />
1 17.32 0<br />
2 8.66 -15<br />
3 -8.66 -15<br />
4 -17.32 0<br />
5 -8.66 15<br />
6 8.66 15<br />
7 17.32 0<br />
E 17.32 -10<br />
D 18<br />
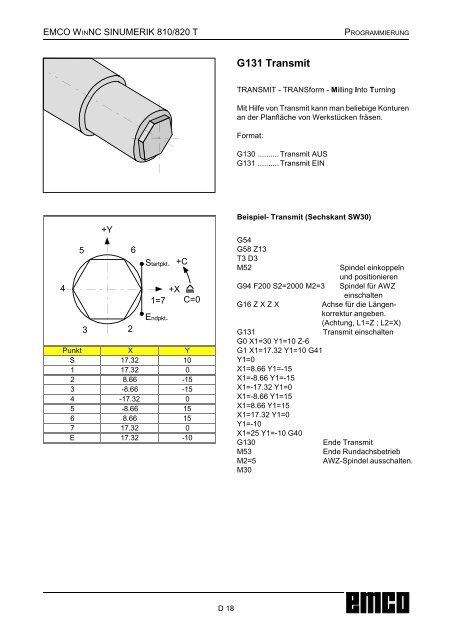
G131 Transmit<br />
TRANSMIT - TRANSform - Milling Into Turning<br />
Mit Hilfe von Transmit kann man beliebige Konturen<br />
an der Planfläche von Werkstücken fräsen.<br />
Format:<br />
G130 .......... Transmit AUS<br />
G131 .......... Transmit EIN<br />
Beispiel- Transmit (Sechskant SW30)<br />
G54<br />
G58 Z13<br />
T3 D3<br />
M52 Spindel einkoppeln<br />
und positionieren<br />
G94 F200 S2=2000 M2=3 Spindel für AWZ<br />
einschalten<br />
G16 Z X Z X Achse für die Längenkorrektur<br />
angeben.<br />
(Achtung, L1=Z ; L2=X)<br />
G131 Transmit einschalten<br />
G0 X1=30 Y1=10 Z-6<br />
G1 X1=17.32 Y1=10 G41<br />
Y1=0<br />
X1=8.66 Y1=-15<br />
X1=-8.66 Y1=-15<br />
X1=-17.32 Y1=0<br />
X1=-8.66 Y1=15<br />
X1=8.66 Y1=15<br />
X1=17.32 Y1=0<br />
Y1=-10<br />
X1=25 Y1=-10 G40<br />
G130 Ende Transmit<br />
M53 Ende Rundachsbetrieb<br />
M2=5 AWZ-Spindel ausschalten.<br />
M30














