

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
+X<br />
-X<br />
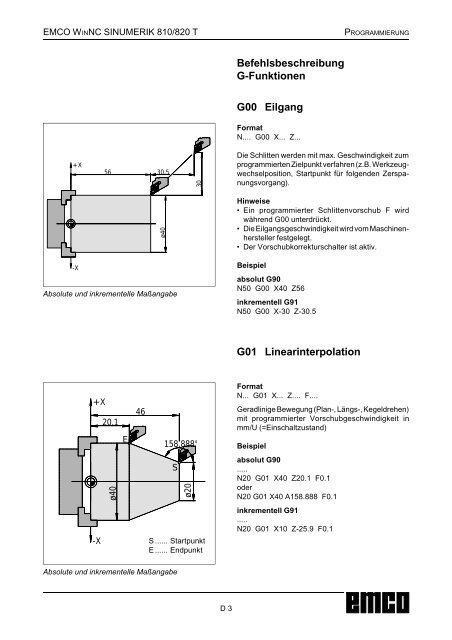
Absolute und inkrementelle Maßangabe<br />
+X<br />
-X<br />
56<br />
20,1<br />
ø40<br />
S ...... Startpunkt<br />
E ...... Endpunkt<br />
Absolute und inkrementelle Maßangabe<br />
E<br />
46<br />
30,5<br />
ø40<br />
30<br />
158.888°<br />
S<br />
ø20<br />
D 3<br />
Befehlsbeschreibung<br />
G-Funktionen<br />
G00 Eilgang<br />
Format<br />
N.... G00 X... Z...<br />
Die Schlitten werden mit max. Geschwindigkeit zum<br />
programmierten Zielpunkt verfahren (z.B. Werkzeugwechselposition,<br />
Startpunkt für folgenden Zerspanungsvorgang).<br />
Hinweise<br />
• Ein programmierter Schlittenvorschub F wird<br />
während G00 unterdrückt.<br />
• Die Eilgangsgeschwindigkeit wird vom Maschinenhersteller<br />
festgelegt.<br />
• Der Vorschubkorrekturschalter ist aktiv.<br />
Beispiel<br />
absolut G90<br />
N50 G00 X40 Z56<br />
inkrementell G91<br />
N50 G00 X-30 Z-30.5<br />
G01 Linearinterpolation<br />
Format<br />
N... G01 X... Z.... F....<br />
Geradlinige Bewegung (Plan-, Längs-, Kegeldrehen)<br />
mit programmierter Vorschubgeschwindigkeit in<br />
mm/U (=Einschaltzustand)<br />
Beispiel<br />
absolut G90<br />
.....<br />
N20 G01 X40 Z20.1 F0.1<br />
oder<br />
N20 G01 X40 A158.888 F0.1<br />
inkrementell G91<br />
.....<br />
N20 G01 X10 Z-25.9 F0.1














