

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
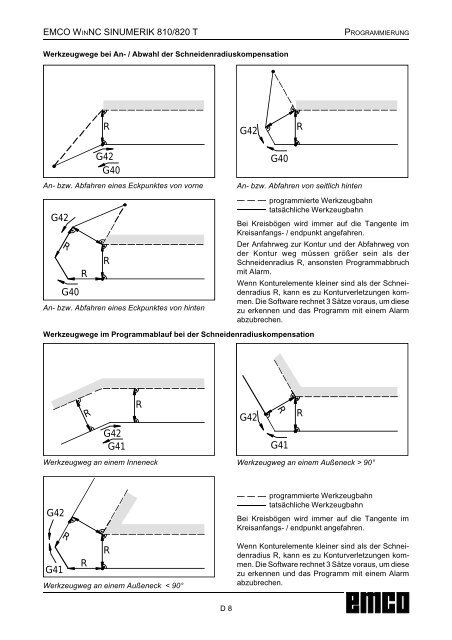
Werkzeugwege bei An- / Abwahl der Schneidenradiuskompensation<br />
An- bzw. Abfahren eines Eckpunktes von vorne An- bzw. Abfahren von seitlich hinten<br />
G42<br />
R<br />
An- bzw. Abfahren eines Eckpunktes von hinten<br />
Werkzeugwege im Programmablauf bei der Schneidenradiuskompensation<br />
D 8<br />
programmierte Werkzeugbahn<br />
tatsächliche Werkzeugbahn<br />
Bei Kreisbögen wird immer auf die Tangente im<br />
Kreisanfangs- / endpunkt angefahren.<br />
Der Anfahrweg zur Kontur und der Abfahrweg von<br />
der Kontur weg müssen größer sein als der<br />
Schneidenradius R, ansonsten Programmabbruch<br />
mit Alarm.<br />
Wenn Konturelemente kleiner sind als der Schneidenradius<br />
R, kann es zu Konturverletzungen kommen.<br />
Die Software rechnet 3 Sätze voraus, um diese<br />
zu erkennen und das Programm mit einem Alarm<br />
abzubrechen.<br />
Werkzeugweg an einem Inneneck Werkzeugweg an einem Außeneck > 90°<br />
G42<br />
G41<br />
G40<br />
R<br />
R<br />
R<br />
R<br />
R<br />
G42<br />
G40<br />
R<br />
G42<br />
G41<br />
R<br />
Werkzeugweg an einem Außeneck < 90°<br />
R<br />
G42<br />
G42<br />
G40<br />
R<br />
G41<br />
R<br />
R<br />
programmierte Werkzeugbahn<br />
tatsächliche Werkzeugbahn<br />
Bei Kreisbögen wird immer auf die Tangente im<br />
Kreisanfangs- / endpunkt angefahren.<br />
Wenn Konturelemente kleiner sind als der Schneidenradius<br />
R, kann es zu Konturverletzungen kommen.<br />
Die Software rechnet 3 Sätze voraus, um diese<br />
zu erkennen und das Programm mit einem Alarm<br />
abzubrechen.














