

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
X<br />
Genauhalt aktiv Genauhalt nicht aktiv<br />
Z1<br />
B<br />
B<br />
øX1<br />
A2<br />
G11<br />
G10<br />
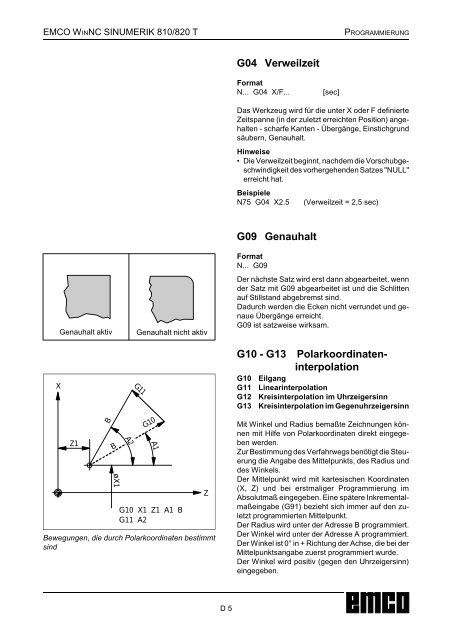
Bewegungen, die durch Polarkoordinaten bestimmt<br />
sind<br />
A1<br />
G10 X1 Z1 A1 B<br />
G11 A2<br />
Z<br />
D 5<br />
G04 Verweilzeit<br />
Format<br />
N... G04 X/F... [sec]<br />
Das Werkzeug wird für die unter X oder F definierte<br />
Zeitspanne (in der zuletzt erreichten Position) angehalten<br />
- scharfe Kanten - Übergänge, Einstichgrund<br />
säubern, Genauhalt.<br />
Hinweise<br />
• Die Verweilzeit beginnt, nachdem die Vorschubgeschwindigkeit<br />
des vorhergehenden Satzes "NULL"<br />
erreicht hat.<br />
Beispiele<br />
N75 G04 X2.5 (Verweilzeit = 2,5 sec)<br />
G09 Genauhalt<br />
Format<br />
N... G09<br />
Der nächste Satz wird erst dann abgearbeitet, wenn<br />
der Satz mit G09 abgearbeitet ist und die Schlitten<br />
auf Stillstand abgebremst sind.<br />
Dadurch werden die Ecken nicht verrundet und genaue<br />
Übergänge erreicht.<br />
G09 ist satzweise wirksam.<br />
G10 - G13 Polarkoordinateninterpolation<br />
G10 Eilgang<br />
G11 Linearinterpolation<br />
G12 Kreisinterpolation im Uhrzeigersinn<br />
G13 Kreisinterpolation im Gegenuhrzeigersinn<br />
Mit Winkel und Radius bemaßte Zeichnungen können<br />
mit Hilfe von Polarkoordinaten direkt eingegeben<br />
werden.<br />
Zur Bestimmung des Verfahrwegs benötigt die Steuerung<br />
die Angabe des Mittelpunkts, des Radius und<br />
des Winkels.<br />
Der Mittelpunkt wird mit kartesischen Koordinaten<br />
(X, Z) und bei erstmaliger Programmierung im<br />
Absolutmaß eingegeben. Eine spätere Inkrementalmaßeingabe<br />
(G91) bezieht sich immer auf den zuletzt<br />
programmierten Mittelpunkt.<br />
Der Radius wird unter der Adresse B programmiert.<br />
Der Winkel wird unter der Adresse A programmiert.<br />
Der Winkel ist 0° in + Richtung der Achse, die bei der<br />
Mittelpunktsangabe zuerst programmiert wurde.<br />
Der Winkel wird positiv (gegen den Uhrzeigersinn)<br />
eingegeben.














