

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
L95 Abspanzyklus mit<br />
Hinterdrehen<br />
L96 Abspanzyklus ohne<br />
Hinterdrehen<br />
Es kann Längs-, Plan,- Außen- oder Innenbearbeitung<br />
programmiert werden.<br />
Für L95 dürfen max. 10 Hinterdrehungen (in Bearbeitungsrichtung<br />
verjüngende Durchmesser) programmiert<br />
werden.<br />
Der erste Konturpunkt wird im Zyklus angegeben.<br />
Die Konturform muß in einem eigenen Unterprogramm<br />
beschrieben werden (G1, G2, G3).<br />
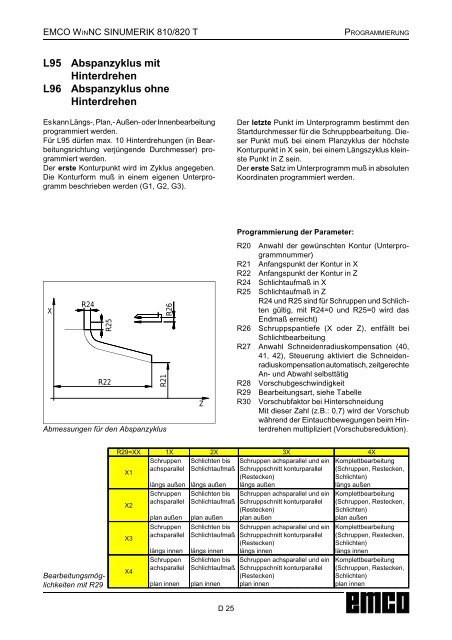
X<br />
R24<br />
Abmessungen für den Abspanzyklus<br />
Bearbeitungsmöglichkeiten<br />
mit R29<br />
R25<br />
R22 R21<br />
R26<br />
Z<br />
D 25<br />
Der letzte Punkt im Unterprogramm bestimmt den<br />
Startdurchmesser für die Schruppbearbeitung. Dieser<br />
Punkt muß bei einem Planzyklus der höchste<br />
Konturpunkt in X sein, bei einem Längszyklus kleinste<br />
Punkt in Z sein.<br />
Der erste Satz im Unterprogramm muß in absoluten<br />
Koordinaten programmiert werden.<br />
Programmierung der Parameter:<br />
R20 Anwahl der gewünschten Kontur (Unterprogrammnummer)<br />
R21 Anfangspunkt der Kontur in X<br />
R22 Anfangspunkt der Kontur in Z<br />
R24 Schlichtaufmaß in X<br />
R25 Schlichtaufmaß in Z<br />
R24 und R25 sind für Schruppen und Schlichten<br />
gültig, mit R24=0 und R25=0 wird das<br />
Endmaß erreicht)<br />
R26 Schruppspantiefe (X oder Z), entfällt bei<br />
Schlichtbearbeitung<br />
R27 Anwahl Schneidenradiuskompensation (40,<br />
41, 42), Steuerung aktiviert die Schneidenradiuskompensation<br />
automatisch, zeitgerechte<br />
An- und Abwahl selbsttätig<br />
R28 Vorschubgeschwindigkeit<br />
R29 Bearbeitungsart, siehe Tabelle<br />
R30 Vorschubfaktor bei Hinterschneidung<br />
Mit dieser Zahl (z.B.: 0,7) wird der Vorschub<br />
während der Eintauchbewegungen beim Hinterdrehen<br />
multipliziert (Vorschubsreduktion).<br />
R29=XX 1X 2X 3X 4X<br />
X1<br />
X2<br />
X3<br />
X4<br />
Schruppen<br />
achsparallel<br />
längs außen<br />
Schruppen<br />
achsparallel<br />
plan außen<br />
Schruppen<br />
achsparallel<br />
längs innen<br />
Schruppen<br />
achsparallel<br />
plan innen<br />
Schlichten bis<br />
Schlichtaufmaß<br />
längs außen<br />
Schlichten bis<br />
Schlichtaufmaß<br />
plan außen<br />
Schlichten bis<br />
Schlichtaufmaß<br />
längs innen<br />
Schlichten bis<br />
Schlichtaufmaß<br />
plan innen<br />
Schruppen achsparallel und ein<br />
Schruppschnitt konturparallel<br />
(Restecken)<br />
längs außen<br />
Schruppen achsparallel und ein<br />
Schruppschnitt konturparallel<br />
(Restecken)<br />
plan außen<br />
Schruppen achsparallel und ein<br />
Schruppschnitt konturparallel<br />
(Restecken)<br />
längs innen<br />
Schruppen achsparallel und ein<br />
Schruppschnitt konturparallel<br />
(Restecken)<br />
plan innen<br />
Komplettbearbeitung<br />
(Schruppen, Restecken,<br />
Schlichten)<br />
längs außen<br />
Komplettbearbeitung<br />
(Schruppen, Restecken,<br />
Schlichten)<br />
plan außen<br />
Komplettbearbeitung<br />
(Schruppen, Restecken,<br />
Schlichten)<br />
längs innen<br />
Komplettbearbeitung<br />
(Schruppen, Restecken,<br />
Schlichten)<br />
plan innen














