

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
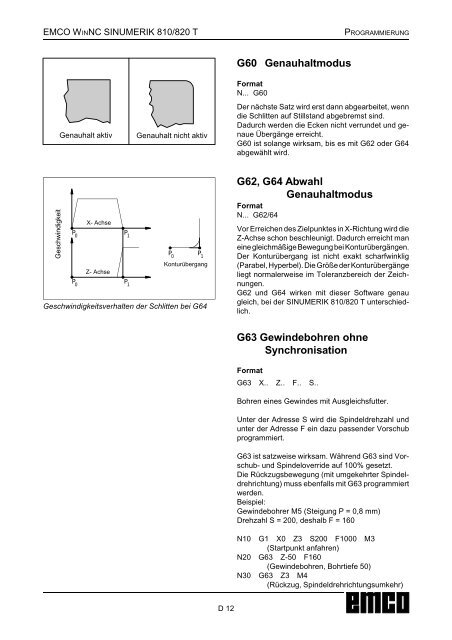
Geschwindigkeit<br />
Genauhalt aktiv Genauhalt nicht aktiv<br />
X- Achse<br />
P P<br />
0 1<br />
Z- Achse<br />
P P<br />
0 1<br />
P P<br />
0 1<br />
Konturübergang<br />
Geschwindigkeitsverhalten der Schlitten bei G64<br />
D 12<br />
G60 Genauhaltmodus<br />
Format<br />
N... G60<br />
Der nächste Satz wird erst dann abgearbeitet, wenn<br />
die Schlitten auf Stillstand abgebremst sind.<br />
Dadurch werden die Ecken nicht verrundet und genaue<br />
Übergänge erreicht.<br />
G60 ist solange wirksam, bis es mit G62 oder G64<br />
abgewählt wird.<br />
G62, G64 Abwahl<br />
Genauhaltmodus<br />
Format<br />
N... G62/64<br />
Vor Erreichen des Zielpunktes in X-Richtung wird die<br />
Z-Achse schon beschleunigt. Dadurch erreicht man<br />
eine gleichmäßige Bewegung bei Konturübergängen.<br />
Der Konturübergang ist nicht exakt scharfwinklig<br />
(Parabel, Hyperbel). Die Größe der Konturübergänge<br />
liegt normalerweise im Toleranzbereich der Zeichnungen.<br />
G62 und G64 wirken mit dieser Software genau<br />
gleich, bei der <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T unterschiedlich.<br />
G63 Gewindebohren ohne<br />
Synchronisation<br />
Format<br />
G63 X.. Z.. F.. S..<br />
Bohren eines Gewindes mit Ausgleichsfutter.<br />
Unter der Adresse S wird die Spindeldrehzahl und<br />
unter der Adresse F ein dazu passender Vorschub<br />
programmiert.<br />
G63 ist satzweise wirksam. Während G63 sind Vorschub-<br />
und Spindeloverride auf 100% gesetzt.<br />
Die Rückzugsbewegung (mit umgekehrter Spindeldrehrichtung)<br />
muss ebenfalls mit G63 programmiert<br />
werden.<br />
Beispiel:<br />
Gewindebohrer M5 (Steigung P = 0,8 mm)<br />
Drehzahl S = 200, deshalb F = 160<br />
N10 G1 X0 Z3 S200 F1000 M3<br />
(Startpunkt anfahren)<br />
N20 G63 Z-50 F160<br />
(Gewindebohren, Bohrtiefe 50)<br />
N30 G63 Z3 M4<br />
(Rückzug, Spindeldrehrichtungsumkehr)














