

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
+X<br />
Z<br />
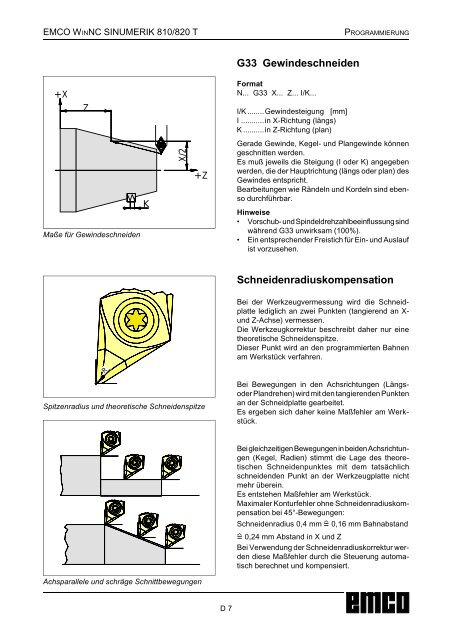
Maße für Gewindeschneiden<br />
R<br />
Spitzenradius und theoretische Schneidenspitze<br />
Achsparallele und schräge Schnittbewegungen<br />
K<br />
X/2<br />
+Z<br />
D 7<br />
G33 Gewindeschneiden<br />
Format<br />
N... G33 X... Z... I/K...<br />
I/K ........Gewindesteigung [mm]<br />
I ...........in X-Richtung (längs)<br />
K ..........in Z-Richtung (plan)<br />
Gerade Gewinde, Kegel- und Plangewinde können<br />
geschnitten werden.<br />
Es muß jeweils die Steigung (I oder K) angegeben<br />
werden, die der Hauptrichtung (längs oder plan) des<br />
Gewindes entspricht.<br />
Bearbeitungen wie Rändeln und Kordeln sind ebenso<br />
durchführbar.<br />
Hinweise<br />
• Vorschub- und Spindeldrehzahlbeeinflussung sind<br />
während G33 unwirksam (100%).<br />
• Ein entsprechender Freistich für Ein- und Auslauf<br />
ist vorzusehen.<br />
Schneidenradiuskompensation<br />
Bei der Werkzeugvermessung wird die Schneidplatte<br />
lediglich an zwei Punkten (tangierend an Xund<br />
Z-Achse) vermessen.<br />
Die Werkzeugkorrektur beschreibt daher nur eine<br />
theoretische Schneidenspitze.<br />
Dieser Punkt wird an den programmierten Bahnen<br />
am Werkstück verfahren.<br />
Bei Bewegungen in den Achsrichtungen (Längsoder<br />
Plandrehen) wird mit den tangierenden Punkten<br />
an der Schneidplatte gearbeitet.<br />
Es ergeben sich daher keine Maßfehler am Werkstück.<br />
Bei gleichzeitigen Bewegungen in beiden Achsrichtungen<br />
(Kegel, Radien) stimmt die Lage des theoretischen<br />
Schneidenpunktes mit dem tatsächlich<br />
schneidenden Punkt an der Werkzeugplatte nicht<br />
mehr überein.<br />
Es entstehen Maßfehler am Werkstück.<br />
Maximaler Konturfehler ohne Schneidenradiuskompensation<br />
bei 45°-Bewegungen:<br />
Schneidenradius 0,4 mm = 0,16 mm Bahnabstand<br />
= 0,24 mm Abstand in X und Z<br />
Bei Verwendung der Schneidenradiuskorrektur werden<br />
diese Maßfehler durch die Steuerung automatisch<br />
berechnet und kompensiert.














