

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T PROGRAMMIERUNG<br />
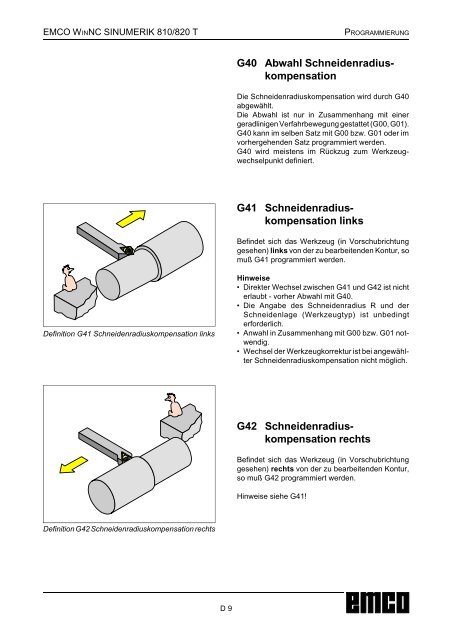
Definition G41 Schneidenradiuskompensation links<br />
Definition G42 Schneidenradiuskompensation rechts<br />
D 9<br />
G40 Abwahl Schneidenradiuskompensation<br />
Die Schneidenradiuskompensation wird durch G40<br />
abgewählt.<br />
Die Abwahl ist nur in Zusammenhang mit einer<br />
geradlinigen Verfahrbewegung gestattet (G00, G01).<br />
G40 kann im selben Satz mit G00 bzw. G01 oder im<br />
vorhergehenden Satz programmiert werden.<br />
G40 wird meistens im Rückzug zum Werkzeugwechselpunkt<br />
definiert.<br />
G41 Schneidenradiuskompensation<br />
links<br />
Befindet sich das Werkzeug (in Vorschubrichtung<br />
gesehen) links von der zu bearbeitenden Kontur, so<br />
muß G41 programmiert werden.<br />
Hinweise<br />
• Direkter Wechsel zwischen G41 und G42 ist nicht<br />
erlaubt - vorher Abwahl mit G40.<br />
• Die Angabe des Schneidenradius R und der<br />
Schneidenlage (Werkzeugtyp) ist unbedingt<br />
erforderlich.<br />
• Anwahl in Zusammenhang mit G00 bzw. G01 notwendig.<br />
• Wechsel der Werkzeugkorrektur ist bei angewählter<br />
Schneidenradiuskompensation nicht möglich.<br />
G42 Schneidenradiuskompensation<br />
rechts<br />
Befindet sich das Werkzeug (in Vorschubrichtung<br />
gesehen) rechts von der zu bearbeitenden Kontur,<br />
so muß G42 programmiert werden.<br />
Hinweise siehe G41!














