

EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...
EMCO WinNC SINUMERIK 810/820 T Softwarebeschreibung ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
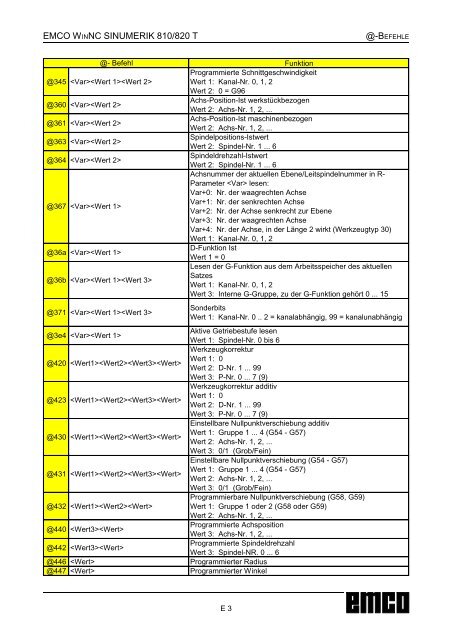
<strong>EMCO</strong> WINNC <strong>SINUMERIK</strong> <strong>810</strong>/<strong>820</strong> T @-BEFEHLE<br />
@- Befehl<br />
@345 <br />
@360 <br />
@361 <br />
@363 <br />
@364 <br />
@367 <br />
@36a <br />
@36b <br />
@371 <br />
Funktion<br />
Programmierte Schnittgeschwindigkeit<br />
Wert 1: Kanal-Nr. 0, 1, 2<br />
Wert 2: 0 = G96<br />
Achs-Position-Ist werkstückbezogen<br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Achs-Position-Ist maschinenbezogen<br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Spindelpositions-Istwert<br />
Wert 2: Spindel-Nr. 1 ... 6<br />
Spindeldrehzahl-Istwert<br />
Wert 2: Spindel-Nr. 1 ... 6<br />
Achsnummer der aktuellen Ebene/Leitspindelnummer in R-<br />
Parameter lesen:<br />
Var+0: Nr. der waagrechten Achse<br />
Var+1: Nr. der senkrechten Achse<br />
Var+2: Nr. der Achse senkrecht zur Ebene<br />
Var+3: Nr. der waagrechten Achse<br />
Var+4: Nr. der Achse, in der Länge 2 wirkt (Werkzeugtyp 30)<br />
Wert 1: Kanal-Nr. 0, 1, 2<br />
D-Funktion Ist<br />
Wert 1 = 0<br />
Lesen der G-Funktion aus dem Arbeitsspeicher des aktuellen<br />
Satzes<br />
Wert 1: Kanal-Nr. 0, 1, 2<br />
Wert 3: Interne G-Gruppe, zu der G-Funktion gehört 0 ... 15<br />
Sonderbits<br />
Wert 1: Kanal-Nr. 0 .. 2 = kanalabhängig, 99 = kanalunabhängig<br />
Aktive Getriebestufe lesen<br />
@3e4 <br />
Wert 1: Spindel-Nr. 0 bis 6<br />
Werkzeugkorrektur<br />
Wert 1: 0<br />
@420 <br />
Wert 2: D-Nr. 1 ... 99<br />
Wert 3: P-Nr. 0 ... 7 (9)<br />
Werkzeugkorrektur additiv<br />
Wert 1: 0<br />
@423 <br />
Wert 2: D-Nr. 1 ... 99<br />
Wert 3: P-Nr. 0 ... 7 (9)<br />
Einstellbare Nullpunktverschiebung additiv<br />
Wert 1: Gruppe 1 ... 4 (G54 - G57)<br />
@430 <br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Wert 3: 0/1 (Grob/Fein)<br />
Einstellbare Nullpunktverschiebung (G54 - G57)<br />
Wert 1: Gruppe 1 ... 4 (G54 - G57)<br />
@431 <br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Wert 3: 0/1 (Grob/Fein)<br />
Programmierbare Nullpunktverschiebung (G58, G59)<br />
@432 Wert 1: Gruppe 1 oder 2 (G58 oder G59)<br />
Wert 2: Achs-Nr. 1, 2, ...<br />
Programmierte Achsposition<br />
@440 <br />
Wert 3: Achs-Nr. 1, 2, ...<br />
Programmierte Spindeldrehzahl<br />
@442 <br />
Wert 3: Spindel-NR. 0 ... 6<br />
@446 Programmierter Radius<br />
@447 Programmierter Winkel<br />
E 3














