

medizin&technik 01.2024

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Natur künstlich zu erzeugen, muss die<br />
Oberflächenenergie an der Kontaktfläche<br />
eines flüssigen Mediums mit einer festen<br />
Grenzfläche verändert werden. Meist geschieht<br />
dies, indem Multiskalenstrukturen<br />
im Mikro- und Nanobereich induziert<br />
werden – oder durch verschiedene Beschichtungs<strong>technik</strong>en.<br />
Man spricht dabei<br />
von so genannten Laser-Induced Periodic<br />
Surface Structures (Lipss).<br />
Solch Strukturen sind jedoch sehr<br />
empfindlich gegenüber mechanischen<br />
und chemischen Einflüssen. Deshalb<br />
sollte die Mikrostruktur zusätzlich durch<br />
eine Makrostruktur geschützt werden.<br />
Auch hierfür liefert das Lotusblatt die Vorlagen.<br />
Um die geeigneten Parameter zu finden,<br />
mit denen sich hierarchische Mikround<br />
Makrostrukturen mit dem UKP-Laser<br />
erzeugen lassen, standen zu Beginn<br />
Grundlagenuntersuchungen an. Auf flachen<br />
Proben aus Metall sollten unterschiedliche<br />
Mustern entstehen. Dabei<br />
kam es auf die richtigen Laserparameter<br />
und die passenden Bestrahlungsstrategien<br />
an.<br />
Richtige Pulsenergie für die<br />
multiskalige Mikrostruktur<br />
Bei den Untersuchungen hat sich eine<br />
mittlere Laserabtragsleistung von etwa<br />
2,5 W als Ablationsschwellwert er wiesen.<br />
Bei der gegebenen Pulsbreite entspricht<br />
das einer Pulsenergie von etwa 6 µJ. Mit<br />
wesentlich größeren Puls energiewerten<br />
von bis zu 17,5 µJ wurden die Proben im<br />
Mikrobereich strukturiert. Hier fehlte jedoch<br />
noch das Multiskalenmerkmal, das<br />
erst die hydrophoben Eigenschaften der<br />
Oberfläche hervorruft.<br />
Multiskalige Mikrostrukturen und entsprechend<br />
hydrophobe Eigenschaften waren<br />
mit einer Pulsenergie von etwa<br />
8,75 µJ zu erreichen, was leicht über der<br />
Ablationsschwelle liegt und einer durchschnittlichen<br />
Laserleistung von 3,5 W entspricht.<br />
Es hat sich aber gezeigt, dass nicht nur<br />
die Laserpulsenergie eine Rolle spielt.<br />
Entscheidend für das Erzeugen einer hierarchischen<br />
Mikrostruktur sind auch<br />
• die Scangeschwindigkeit,<br />
• der Abstand der Musterschraffur und<br />
• die Anzahl der Wiederholungen.<br />
Dementsprechend wurde die signi -<br />
fikanteste multiskalige Mikrostruktur mit<br />
einer Laserleistung von 3,5 W, einer Scangeschwindigkeit<br />
von 1000 mm/s, einem<br />
Schraffurabstand von 30 µm sowie einer<br />
Wiederholungszahl von 160 erreicht.<br />
Auf das Zusammenspiel zwischen Mirkostruktur<br />
und Makrostruktur kommt es<br />
an, um einen hydrophoben Effekt zu erreichen.<br />
Die größeren Strukturen auf der<br />
Oberfläche dürfen nicht zu nahe bei -<br />
einanderliegen – obwohl sie allein keine<br />
hydrophoben Eigenschaften hervorrufen.<br />
Die sekundären kleinräumigen Mikround<br />
Nanostrukturen (Lipss) hingegen<br />
sind die entscheidende Oberflächen -<br />
textur.<br />
Welche superhydrophoben Eigenschaften<br />
mit den oben genannten Parametern<br />
an der Oberfläche zu erzielen waren, ließ<br />
sich mit mikroskopischen Messungen<br />
nachweisen. Dass die Umgebungsatmosphäre<br />
die funktionalen Eigenschaften<br />
von laserbehandelten Oberflächen beeinflusst,<br />
ist in der Literatur bereits behandelt<br />
worden und hat sich hier bestätigt.<br />
Mehrere Messungen mit zeitlichem<br />
Abstand zeigten, dass die Oberfläche ihre<br />
Eigenschaften nach der Bearbeitung verändert.<br />
Man kommt also eventuell erst<br />
Stunden, Tage oder gar Wochen nach dem<br />
Bearbeiten zum gewünschten Ergebnis.<br />
Eine nachgelagerte Wärmebehandlung<br />
führte jedoch in einer deutlich kürzeren<br />
Zeit zu reproduzierbareren Ergebnissen.<br />
Die an flachen metallischen Bauteilen<br />
gesammelten Erfahrungen haben die am<br />
Projekt Beteiligten dann auf freiförmige<br />
medizinische Bauteile wie die Nahtschere<br />
übertragen.<br />
Bei den nächsten Schritten des Forschungsvorhabens<br />
am Kompetenzzentrum<br />
für Spanende Fertigung (KSF) der<br />
Hochschule Furtwangen geht es darum,<br />
eine synchronisierte und präzise Kombination<br />
von optischen und mechanischen<br />
Positionierungsschritten und Laserbestrahlungszyklen<br />
zu programmieren. Eine<br />
Fünf-Achs-Laserbearbeitungsanlage vom<br />
Typ Laser P 400 U vom Maschinen bauer<br />
GF Machining Solutions ist vorhanden.<br />
Damit lassen sich komplexe Programme<br />
für die Laserbearbeitung mit einer Auswahl<br />
von Laserparametern gestalten. ■<br />
Dirk Obergfell, Ali Zahedi,<br />
Bahman Azarhoushang<br />
KSF, Hochschule Furtwangen<br />
https://ksf-hfu.de/<br />
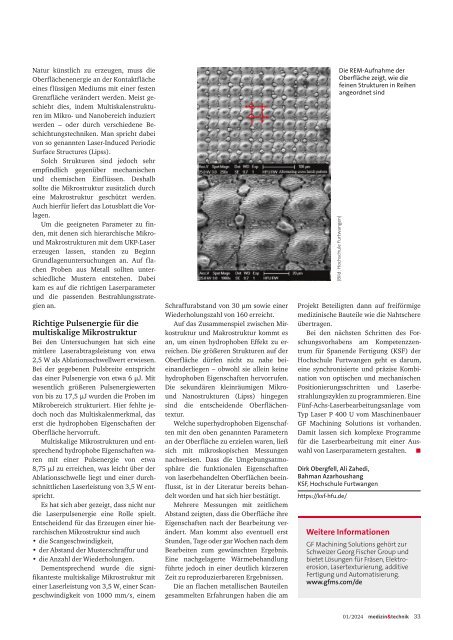
Die REM-Aufnahme der<br />
Oberfläche zeigt, wie die<br />
feinen Strukturen in Reihen<br />
angeordnet sind<br />
(Bild: Hochschule Furtwangen)<br />
Weitere Informationen<br />
GF Machining Solutions gehört zur<br />
Schweizer Georg Fischer Group und<br />
bietet Lösungen für Fräsen, Elektro -<br />
erosion, Lasertexturierung, additive<br />
Fertigung und Automatisierung.<br />
www.gfms.com/de<br />
01/2024 medizin&<strong>technik</strong> 33














