TABLE OF CONTENTS
TABLE OF CONTENTS
TABLE OF CONTENTS

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
GEA Add on heat pump for dairy HEAT recovery<br />
Introduction<br />
Robert Wiseman Dairies (RWD), the largest fresh milk supplier in the UK, uses significant<br />
amounts of cooling to maintain food freshness, together with heat, which is used for<br />
pasteurisation and cleaning in place (CIP). Climate and environmental protection are<br />
high priorities at RWD:<br />
• By 2030, RWD plans to eliminate synthetic refrigerants from its plants and replace<br />
them with natural substances;<br />
• By 2015 the company aims to reduce its gas consumption.<br />
With these considerations in mind a design study was undertaken to incorporate an<br />
ammonia-based heat pump that would use waste heat from the refrigeration cycle<br />
to boost pasteurising temperatures and thereby remove the need for a natural gas<br />
boiler. Following the study, an innovative ammonia heat recovery unit was installed in<br />
partnership with GEA.<br />
About the company<br />
GEA Refrigeration Technologies is a leading global<br />
group in industrial refrigeration. GEA designs,<br />
engineers, installs, and maintains innovative key<br />
components and technological solutions.<br />
More information at:<br />
www.geagroup.com<br />
Contact Information<br />
Henrik Winther<br />
henrik.winther@geagroup.com<br />
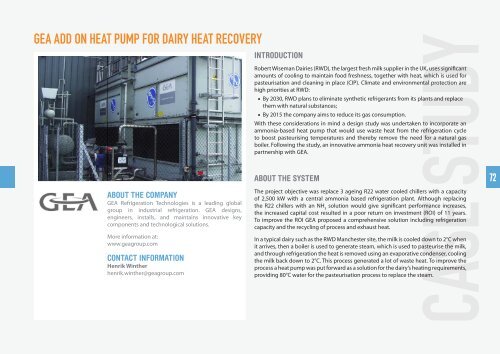
About the System<br />
The project objective was replace 3 ageing R22 water cooled chillers with a capacity<br />
of 2,500 kW with a central ammonia based refrigeration plant. Although replacing<br />
the R22 chillers with an NH 3<br />
solution would give significant performance increases,<br />
the increased capital cost resulted in a poor return on investment (ROI) of 11 years.<br />
To improve the ROI GEA proposed a comprehensive solution including refrigeration<br />
capacity and the recycling of process and exhaust heat.<br />
In a typical dairy such as the RWD Manchester site, the milk is cooled down to 2°C when<br />
it arrives, then a boiler is used to generate steam, which is used to pasteurise the milk,<br />
and through refrigeration the heat is removed using an evaporative condenser, cooling<br />
the milk back down to 2°C. This process generated a lot of waste heat. To improve the<br />
process a heat pump was put forward as a solution for the dairy’s heating requirements,<br />
providing 80°C water for the pasteurisation process to replace the steam.<br />
72