

Volume 2, Issue 1, 2011, Full Text - 5th International Conference on ...
Volume 2, Issue 1, 2011, Full Text - 5th International Conference on ...
Volume 2, Issue 1, 2011, Full Text - 5th International Conference on ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Sustainable C<strong>on</strong>structi<strong>on</strong> and Design <str<strong>on</strong>g>2011</str<strong>on</strong>g><br />
4<br />
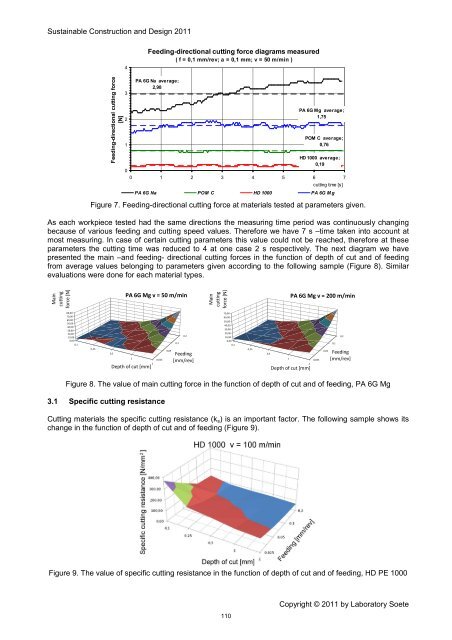
Feeding-directi<strong>on</strong>al cutting force diagrams measured<br />
( f = 0,1 mm/rev; a = 0,1 mm; v = 50 m/min )<br />
Feeding-directi<strong>on</strong>al cutting force<br />
[N]<br />
3<br />
2<br />
1<br />
PA 6G Na average;<br />
2,98<br />
PA 6G Mg average;<br />
1,75<br />
POM C average;<br />
0,76<br />
HD 1000 average;<br />
0,19<br />
0<br />
0 1 2 3 4 5 6 7<br />
cutting time [s]<br />
PA 6G Na POM C HD 1000 PA 6G M g<br />
Figure 7. Feeding-directi<strong>on</strong>al cutting force at materials tested at parameters given.<br />
As each workpiece tested had the same directi<strong>on</strong>s the measuring time period was c<strong>on</strong>tinuously changing<br />
because of various feeding and cutting speed values. Therefore we have 7 s –time taken into account at<br />
most measuring. In case of certain cutting parameters this value could not be reached, therefore at these<br />
parameters the cutting time was reduced to 4 at <strong>on</strong>e case 2 s respectively. The next diagram we have<br />
presented the main –and feeding- directi<strong>on</strong>al cutting forces in the functi<strong>on</strong> of depth of cut and of feeding<br />
from average values bel<strong>on</strong>ging to parameters given according to the following sample (Figure 8). Similar<br />
evaluati<strong>on</strong>s were d<strong>on</strong>e for each material types.<br />
Main<br />
cutting<br />
force [N]<br />
PA 6G Mg v = 50 m/min<br />
Main<br />
cutting<br />
force [N]<br />
PA 6G Mg v = 200 m/min<br />
80,00<br />
70,00<br />
60,00<br />
50,00<br />
40,00<br />
30,00<br />
20,00<br />
10,00<br />
0,00<br />
0,1<br />
0,1<br />
0,2<br />
70,00<br />
60,00<br />
50,00<br />
40,00<br />
30,00<br />
20,00<br />
10,00<br />
0,00<br />
0,1<br />
0,1<br />
0,2<br />
0,25<br />
0,5<br />
1<br />
Depth of cut [mm]<br />
2<br />
0,025<br />
0,05<br />
Feeding<br />
[mm/rev]<br />
0,25<br />
0,5<br />
1<br />
0,025<br />
Depth of cut [mm]<br />
2<br />
0,05<br />
Feeding<br />
[mm/rev]<br />
Figure 8. The value of main cutting force in the functi<strong>on</strong> of depth of cut and of feeding, PA 6G Mg<br />
3.1 Specific cutting resistance<br />
Cutting materials the specific cutting resistance (k s ) is an important factor. The following sample shows its<br />
change in the functi<strong>on</strong> of depth of cut and of feeding (Figure 9).<br />
Figure 9. The value of specific cutting resistance in the functi<strong>on</strong> of depth of cut and of feeding, HD PE 1000<br />
110<br />
Copyright © <str<strong>on</strong>g>2011</str<strong>on</strong>g> by Laboratory Soete













