- Page 1 and 2:
Section 01015 PROJECT REQUIREMENTS
- Page 3 and 4:
easements across private property.
- Page 5 and 6:
Connections to existing facilities
- Page 7 and 8:
Adequate cleanup will be a conditio
- Page 9 and 10:
Section 01025 MEASUREMENT AND PAYME
- Page 11 and 12:
The unit price bid for this item sh
- Page 13 and 14:
1.7.2. Fiber Optic Cable. The unit
- Page 15 and 16:
1.14.1. Serena Connection, 12 Inch
- Page 17 and 18:
e considered a subsidiary obligatio
- Page 19 and 20:
6.5. Silt Fence. The unit price bid
- Page 21 and 22:
Section 01070 ABBREVIATIONS OF TERM
- Page 23 and 24:
FGMA Flat Glass Marketing Associati
- Page 25 and 26:
SMA Screen Manufacturers Associatio
- Page 27 and 28:
All deviations from the Contract Do
- Page 29 and 30:
1.03. Resubmittal of Drawings and D
- Page 31 and 32:
2.01. Hard Copy Operation and Maint
- Page 33 and 34:
Black & Veatch Project No. ________
- Page 35 and 36:
c. Include the activity code struct
- Page 37 and 38:
iii. Each subsequent Project Schedu
- Page 39 and 40:
c. Activity percent completion, d.
- Page 41 and 42:
In the event Contractor fails to fo
- Page 43 and 44:
Application for a weather related e
- Page 45 and 46:
Activity Code Code Value Descriptio
- Page 47:
The following additional milestones
- Page 50 and 51:
Section 01380 CONSTRUCTION PHOTOGRA
- Page 52 and 53:
Moisture-density (Proctor) tests an
- Page 54 and 55:
Section 01500 TEMPORARY FACILITIES
- Page 56 and 57:
within railroad and highway rights-
- Page 58 and 59:
No Claim shall be made against Dist
- Page 60 and 61:
Section 01610 GENERAL EQUIPMENT STI
- Page 62 and 63:
9.01. Gearmotors. The use of gearmo
- Page 64 and 65:
components, and adequate grout hole
- Page 66 and 67:
Section 01611 METEOROLOGICAL AND SE
- Page 68 and 69:
3-2. Pre-Engineered Buildings. Pre-
- Page 70 and 71:
Section 01612 SHIPPING 1. SCOPE. Th
- Page 72 and 73:
placed on wooden blocking. PVC pipe
- Page 74 and 75:
3.02. Preliminary Field Tests. All
- Page 76 and 77:
When a field performance test for b
- Page 78 and 79:
submitted for each unique design. T
- Page 80 and 81:
The gravel mixture shall contain no
- Page 82 and 83:
(or, when required, ASTM D1557), or
- Page 84 and 85:
preparation and continually thereaf
- Page 86 and 87:
3-3.02. Maximum Trench Widths. Not
- Page 88 and 89:
paction of embedment materials shal
- Page 90 and 91:
In established lawn areas. The top
- Page 92 and 93:
3-5.04. Structure Backfill. Backfil
- Page 94 and 95:
3-6.06. End Closure. Both ends of e
- Page 96:
across the trench and sloping unifo
- Page 99 and 100:
PART 1 - GENERAL Section 02513 HOT-
- Page 101 and 102:
Percent by Weight Passing Square Me
- Page 103 and 104:
2-3. PREPARATION OF MATERIAL. 2-3.0
- Page 105 and 106:
from the sewer trench to the curb.
- Page 107 and 108:
The term "screed" includes a "strik
- Page 109 and 110: The rollers shall be in good condit
- Page 111 and 112: which are muddy, frozen, or have fr
- Page 113 and 114: a. Expansion Joints. One-half inch
- Page 115 and 116: PART 1 - GENERAL Section 02605 PREC
- Page 117 and 118: Mastic Fill Butyl rubber compatible
- Page 119 and 120: Steel-reinforced plastic steps shal
- Page 121 and 122: PART 2 - PRODUCTS 2-1. GENERAL. Mat
- Page 123 and 124: PART 1 - GENERAL Section 02620 DUCT
- Page 125 and 126: Laying schedule complete with an ex
- Page 127 and 128: Gaskets - All Joint Types Synthetic
- Page 129 and 130: Gaskets ASTM D1330, Grade I rubber,
- Page 131 and 132: Flanged Coupling Adapters Restraine
- Page 133 and 134: All field cutting of existing gray
- Page 135 and 136: immediately before the joint is com
- Page 137 and 138: Where ductile iron pipe is in a tun
- Page 139 and 140: and shall maintain resident quality
- Page 141 and 142: corrosion by two coats of medium co
- Page 143 and 144: PART 1 - GENERAL Section 02621 STEE
- Page 145 and 146: C209 Cold Applied Tape Coatings for
- Page 147 and 148: PART 2 - PRODUCTS 2-1. BASIS OF DES
- Page 149 and 150: Dimensions and Drilling ANSI/AWWA C
- Page 151 and 152: Flanged Coupling Adapters Dresser "
- Page 153 and 154: 2-3.03. For Stab Joints. Not used.
- Page 155 and 156: efaced after welding to the pipe, i
- Page 157 and 158: 2-14.02.03. Shop-Applied Tape Coat.
- Page 159: 3-2. PROTECTION AND CLEANING. The i
- Page 163 and 164: 3-4.09. Flanged Coupling Adapters.
- Page 165 and 166: For Flanged Joints Extend lining to
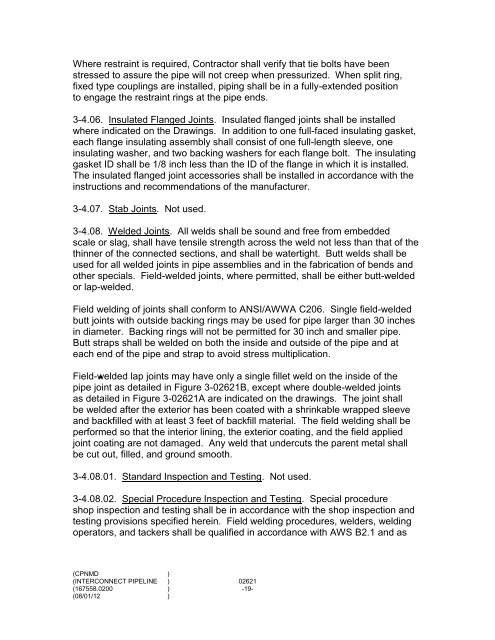
- Page 167 and 168: 3-9.01. Insulated Joints. Insulated
- Page 174 and 175: PART 1 - GENERAL Section 02650 PREC
- Page 176 and 177: 3-4. PAINTING. All surfaces of alum
- Page 178 and 179: 1-2.02. Related Work. Other section
- Page 180 and 181: 2-1.01. Liquid Chlorine. Liquid chl
- Page 182 and 183: PART 1 - GENERAL Section 02704 PIPE
- Page 184 and 185: Unless otherwise acceptable, tempor
- Page 186 and 187: 3-3.01. Pipeline Test Pressure. Pip
- Page 188 and 189: Piping Designation Discharge Piping
- Page 190 and 191: of grass in seeded areas. The proje
- Page 192 and 193: which breaks in the crimping proces
- Page 194 and 195: Elongation ASTM D 4632 % 40% X 25%
- Page 196 and 197: 3-5. SEEDING. Seeding equipment cal
- Page 198 and 199: 3-8. STORMDRAIN INLET PROTECTION. T
- Page 200 and 201: Section 02931 - Appendix 1 RECLAMAT
- Page 202 and 203: For more information, contact our d
- Page 204 and 205: Step 2: The upstream edge of the EC
- Page 206 and 207: PART 1 - GENERAL Section 03302 CONC
- Page 208 and 209: Mechanical Connector (Couplers or F
- Page 210 and 211:
Unless otherwise specified, unforme
- Page 212 and 213:
PART 1 - GENERAL Section 03600 GROU
- Page 214 and 215:
PART 1 - GENERAL Section 05550 ANCH
- Page 216 and 217:
For Vertical Surfaces and Overhead
- Page 218 and 219:
PART 3 - EXECUTION 3-1. GENERAL. An
- Page 220 and 221:
PART 1 - GENERAL Section 07160 DAMP
- Page 222 and 223:
is below 50°F, unless approved by
- Page 224 and 225:
Urethane Sealants (Polyurethanes) (
- Page 226 and 227:
sealant so applied as to prevent th
- Page 228 and 229:
2-1. GENERAL. Access doors and hatc
- Page 230 and 231:
PART 1 - GENERAL Section 09940 PROT
- Page 232 and 233:
C21 may be assigned to "Epoxy - two
- Page 234 and 235:
Epoxy Concrete Filler and Surfacer
- Page 236 and 237:
treatment of galvanized surfaces sh
- Page 238 and 239:
shall be repaired in accordance wit
- Page 240 and 241:
When applying high build epoxy coat
- Page 242 and 243:
3-6.02. Visual Inspection. The surf
- Page 244 and 245:
No. Finish Coating Systems Coating
- Page 246 and 247:
Surface to be Coated Finish Coating
- Page 248 and 249:
3-12.02. Metal Tags. Where the outs
- Page 250 and 251:
SURFACE DESCRIPTION SYSTEM NO. - SU
- Page 252 and 253:
PART 1 - GENERAL Section 13110 PROT
- Page 254 and 255:
ag containing the anode and special
- Page 256 and 257:
Wire Size Stud Size (inch) (CPNMD )
- Page 258 and 259:
Insulating material selection shall
- Page 260 and 261:
PART 3 - EXECUTION 3-1. INSTALLATIO
- Page 262 and 263:
Permanent, legible identification m
- Page 264 and 265:
Activated reference electrodes shal
- Page 266 and 267:
Preparation of the pipe shall inclu
- Page 268 and 269:
f. Low resistance dc ohm-meter, AVO
- Page 270 and 271:
wire resistance shall be subtracted
- Page 272 and 273:
Drawings with sufficient informatio
- Page 274 and 275:
Section 13561 PANEL MOUNTED INSTRUM
- Page 276 and 277:
1-3. GENERAL REQUIREMENTS. The draw
- Page 278 and 279:
e. Outline for training classes. f.
- Page 280 and 281:
Instrument shipment and storage req
- Page 282 and 283:
2-3.02. Power Supplies. Power suppl
- Page 284 and 285:
panels shall be Transtector "PDS Se
- Page 286 and 287:
3-2. SYSTEM SOFTWARE CONFIGURATION.
- Page 288 and 289:
approximately 50 percent completion
- Page 290 and 291:
3-4.01. Factory Testing. After syst
- Page 292 and 293:
3-5.03.01. Classes. All maintenance
- Page 294 and 295:
. A course describing the flow of c
- Page 296 and 297:
Appendix 1-13500 Castle Pines North
- Page 298 and 299:
1-4. DELIVERY, STORAGE, AND SHIPPIN
- Page 300 and 301:
2-1.09. Service Conditions. PLCs wi
- Page 302 and 303:
2-3.08.01. Wiring Terminals. All in
- Page 304 and 305:
2-8. PROGRAMMING DEVICE HARDWARE. N
- Page 306 and 307:
Appendix 2-13530 Castle Pines North
- Page 308 and 309:
Appendix 2-13530 Castle Pines North
- Page 310 and 311:
Pressure Reducing Vault 210 Serena
- Page 312 and 313:
PART 2 - PRODUCTS 2-1. GENERAL. The
- Page 314 and 315:
2-3.02. Power Supplies. Regulated d
- Page 316 and 317:
PART 1 - GENERAL Section 13562 FLOW
- Page 318 and 319:
the sensors full flow capacity, at
- Page 320 and 321:
contain a listing of protective mea
- Page 322 and 323:
1-3. SUBMITTALS. Submittals shall b
- Page 324 and 325:
2-2.06. Ultrasonic Level Transmitte
- Page 326 and 327:
Instruments shall not be shipped to
- Page 328 and 329:
1-3 SUBMITTALS. Submittals shall be
- Page 330 and 331:
Instrument shutoff valves shall be
- Page 332 and 333:
PART 2 - PRODUCTS 2-1. PANEL DESIGN
- Page 334 and 335:
Finish coats shall have a dry film
- Page 336 and 337:
3-1.02. Wiring. All wiring shall be
- Page 338 and 339:
1-2.02. Drawings. Supplementing thi
- Page 340 and 341:
standards. Ethernet Hubs will not b
- Page 342 and 343:
3-2.01. Ethernet Switches. [[The Sy
- Page 344 and 345:
PART 1 - GENERAL Section 13591 NETW
- Page 346 and 347:
PART 2 - PRODUCTS 2-1. GENERAL. All
- Page 348 and 349:
i. The storage temperature range fo
- Page 350 and 351:
i. Cutoff Wavelength: The cabled fi
- Page 352 and 353:
a. All fiber optic cable shall be i
- Page 354 and 355:
Each fiber optic jumper cable shall
- Page 356 and 357:
PART 2 - PRODUCTS Not applicable. P
- Page 358 and 359:
All hydrants shall stand plumb. Hyd
- Page 360 and 361:
Section 15020 MISCELLANEOUS PIPING
- Page 362 and 363:
Solvent Welded Fittings Solvent Cem
- Page 364 and 365:
3-2. PREPARATION. 3-2.01. Field Mea
- Page 366 and 367:
prevent movement during the setting
- Page 368 and 369:
3-3.03.13. Other Pipe Joints. Not u
- Page 370 and 371:
3-4. PIPING ASSEMBLY. 3-4.01. Gener
- Page 372 and 373:
All joints in piping shall be tight
- Page 374 and 375:
1-4. DELIVERY, STORAGE, AND HANDLIN
- Page 376 and 377:
2-2.09. Material Classification CS-
- Page 378 and 379:
Standard AWWA C606; Gustin-Bacon "N
- Page 380 and 381:
Section 15067 MISCELLANEOUS PLASTIC
- Page 382 and 383:
2-2.09. Accessory Materials. Access
- Page 384 and 385:
PART 1 - GENERAL Section 15091 MISC
- Page 386 and 387:
End Connection Temp. Limitations Va
- Page 388 and 389:
2-1.18. Length Tolerance. Unless ot
- Page 390 and 391:
PART 1 - GENERAL Section 15101 AWWA
- Page 392 and 393:
Coal Tar Epoxy High-build coal tar
- Page 394 and 395:
2-5. SHOP PAINTING. All interior an
- Page 396 and 397:
Schedule 15101-S01 AWWA Butterfly V
- Page 398 and 399:
PART 1 - GENERAL Section 15104 RESI
- Page 400 and 401:
2-2. VALVE CONSTRUCTION. 2-2.01. En
- Page 402 and 403:
1.000 Requirements Schedule 15104-S
- Page 404 and 405:
"Crispin Universal Air Release Valv
- Page 406 and 407:
PART 3 - EXECUTION 3-1. INSTALLATIO
- Page 408 and 409:
Contractor shall not delete or relo
- Page 410 and 411:
3-2. TYPES OF SUPPORTS. The product
- Page 412 and 413:
3-3. SUPPORT SPACINGS. Pipe support
- Page 414 and 415:
3-4. INSTALLATION. 3-4.01. General.
- Page 418 and 419:
PART 1 - GENERAL Section 15180 VALV
- Page 420 and 421:
2-1.03. Gate Actuators. Not used. 2
- Page 422 and 423:
otherwise required for proper valve
- Page 424 and 425:
The following surfaces shall be pai
- Page 426 and 427:
Miscellaneous Piping Guide Misc Pip
- Page 428 and 429:
Miscellaneous Piping Guide Misc Sta
- Page 430 and 431:
The following is general guidance f
- Page 432 and 433:
Miscellaneous Valve Guide Indust Pi
- Page 434 and 435:
PART 1 - GENERAL Section 16050 ELEC
- Page 436 and 437:
The wire markers shall be of the he
- Page 438 and 439:
1-5.01. Submittal Identification. I
- Page 440 and 441:
2-4. CONDUIT. Conduit and raceways
- Page 442 and 443:
e. Device plates for receptacles in
- Page 444 and 445:
Switches located indoors shall have
- Page 446 and 447:
. Stranded conductor cable shall be
- Page 448 and 449:
concealed. Large conduit and condui
- Page 450 and 451:
y. All conduits that enter enclosur
- Page 452 and 453:
3-8. WIRING DEVICES, BOXES, AND FIT
- Page 454 and 455:
"Hyground". Mechanical connectors w
- Page 456 and 457:
3-11. LIGHTING FIXTURE INSTALLATION
- Page 458 and 459:
REFERENCE: ICEA S-95-658 (NEMA WC 7
- Page 460:
STANDARD SPECIFICATIONS REFERENCE: