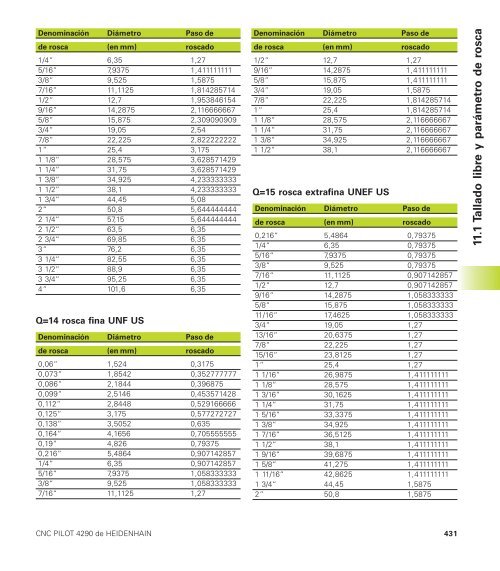
11.1 Tallado libre y parámetro de rosca Q=9 rosca Whitworth cilíndrica Denominación Diámetro Paso de de rosca (en mm) roscado 1/4“ 6,35 1,27 5/16“ 7,938 1,411 3/8“ 9,525 1,588 7/16“ 11,113 1,814 1/2“ 12,7 2,117 5/8“ 15,876 2,309 3/4“ 19,051 2,54 7/8“ 22,226 2,822 1“ 25,401 3,175 1 1/8“ 28,576 3,629 1 1/4“ 31,751 3,629 1 3/8“ 34,926 4,233 1 1/2“ 38,101 4,233 1 5/8“ 41,277 5,08 1 3/4“ 44,452 5,08 1 7/8“ 47,627 5,645 2“ 50,802 5,645 2 1/4“ 57,152 6,35 2 1/2“ 63,502 6,35 2 3/4“ 69,853 7,257 Q=10 rosca Whitworth cónica Denominación Diámetro Paso de de rosca (en mm) roscado 1/16“ 7,723 0,907 1/8“ 9,728 0,907 1/4“ 13,157 1,337 3/8“ 16,662 1,337 1/2“ 20,995 1,814 3/4“ 26,441 1,814 1“ 33,249 2,309 1 1/4“ 41,91 2,309 1 1/2“ 47,803 2,309 2“ 59,614 2,309 2 1/2“ 75,184 2,309 3“ 87,884 2,309 4“ 113,03 2,309 5“ 138,43 2,309 6“ 163,83 2,309 430 Q=11 rosca de tubo Whitworth Denominación Diámetro Paso de de rosca (en mm) roscado 1/8“ 9,728 0,907 1/4“ 13,157 1,337 3/8“ 16,662 1,337 1/2“ 20,995 1,814 5/8“ 22,911 1,814 3/4“ 26,441 1,814 7/8“ 30,201 1,814 1“ 33,249 2,309 1 1/8“ 37,897 2,309 1 1/4“ 41,91 2,309 1 3/8“ 44,323 2,309 1 1/2“ 47,803 2,309 1 3/4“ 53,746 2,309 2“ 59,614 2,309 2 1/4“ 65,71 2,309 2 1/2“ 75,184 2,309 2 3/4“ 81,534 2,309 3“ 87,884 2,309 3 1/4“ 93,98 2,309 3 1/2“ 100,33 2,309 3 3/4“ 106,68 2,309 4“ 113,03 2,309 4 1/2“ 125,73 2,309 5“ 138,43 2,309 5 1/2“ 151,13 2,309 6“ 163,83 2,309 Q=13 roscado grueso UNC US Denominación Diámetro Paso de de rosca (en mm) roscado 0,073“ 1,8542 0,396875 0,086“ 2,1844 0,453571428 0,099“ 2,5146 0,529166666 0,112“ 2,8448 0,635 0,125“ 3,175 0,635 0,138“ 3,5052 0,79375 0,164“ 4,1656 0,79375 0,19“ 4,826 1,058333333 0,216“ 5,4864 1,058333333 Continuación en la página siguiente 11 Tablas y resúmenes
Denominación Diámetro Paso de de rosca (en mm) roscado 1/4“ 6,35 1,27 5/16“ 7,9375 1,411111111 3/8“ 9,525 1,5875 7/16“ 11,1125 1,814285714 1/2“ 12,7 1,953846154 9/16“ 14,2875 2,116666667 5/8“ 15,875 2,309090909 3/4“ 19,05 2,54 7/8“ 22,225 2,822222222 1“ 25,4 3,175 1 1/8“ 28,575 3,628571429 1 1/4“ 31,75 3,628571429 1 3/8“ 34,925 4,233333333 1 1/2“ 38,1 4,233333333 1 3/4“ 44,45 5,08 2“ 50,8 5,644444444 2 1/4“ 57,15 5,644444444 2 1/2“ 63,5 6,35 2 3/4“ 69,85 6,35 3“ 76,2 6,35 3 1/4“ 82,55 6,35 3 1/2“ 88,9 6,35 3 3/4“ 95,25 6,35 4“ 101,6 6,35 Q=14 rosca fina UNF US Denominación Diámetro Paso de de rosca (en mm) roscado 0,06“ 1,524 0,3175 0,073“ 1,8542 0,352777777 0,086“ 2,1844 0,396875 0,099“ 2,5146 0,453571428 0,112“ 2,8448 0,529166666 0,125“ 3,175 0,577272727 0,138“ 3,5052 0,635 0,164“ 4,1656 0,705555555 0,19“ 4,826 0,79375 0,216“ 5,4864 0,907142857 1/4“ 6,35 0,907142857 5/16“ 7,9375 1,058333333 3/8“ 9,525 1,058333333 7/16“ 11,1125 1,27 Denominación Diámetro Paso de de rosca (en mm) roscado 1/2“ 12,7 1,27 9/16“ 14,2875 1,411111111 5/8“ 15,875 1,411111111 3/4“ 19,05 1,5875 7/8“ 22,225 1,814285714 1“ 25,4 1,814285714 1 1/8“ 28,575 2,116666667 1 1/4“ 31,75 2,116666667 1 3/8“ 34,925 2,116666667 1 1/2“ 38,1 2,116666667 Q=15 rosca extrafina UNEF US Denominación Diámetro Paso de de rosca (en mm) roscado 0,216“ 5,4864 0,79375 1/4“ 6,35 0,79375 5/16“ 7,9375 0,79375 3/8“ 9,525 0,79375 7/16“ 11,1125 0,907142857 1/2“ 12,7 0,907142857 9/16“ 14,2875 1,058333333 5/8“ 15,875 1,058333333 11/16“ 17,4625 1,058333333 3/4“ 19,05 1,27 13/16“ 20,6375 1,27 7/8“ 22,225 1,27 15/16“ 23,8125 1,27 1“ 25,4 1,27 1 1/16“ 26,9875 1,411111111 1 1/8“ 28,575 1,411111111 1 3/16“ 30,1625 1,411111111 1 1/4“ 31,75 1,411111111 1 5/16“ 33,3375 1,411111111 1 3/8“ 34,925 1,411111111 1 7/16“ 36,5125 1,411111111 1 1/2“ 38,1 1,411111111 1 9/16“ 39,6875 1,411111111 1 5/8“ 41,275 1,411111111 1 11/16“ 42,8625 1,411111111 1 3/4“ 44,45 1,5875 2“ 50,8 1,5875 <strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> de HEIDENHAIN 431 11.1 Tallado libre y parámetro de rosca
- Page 1 and 2:
CNC PILOT 4290 Software NC 368 650-
- Page 4 and 5:
CNC PILOT 4290, software y funcione
- Page 6 and 7:
Indice 1 Introducción y nociones b
- Page 8 and 9:
Indice IV 4.4 Identificación de la
- Page 10 and 11:
Indice VI 6.3.4 Integrar paso de co
- Page 12 and 13:
Indice 8 Medio de accionamiento ...
- Page 14 and 15:
1.1 CNC PILOT 1.1 CNC PILOT El CNC
- Page 16 and 17:
1.1 CNC PILOT Mecanizado completo E
- Page 18 and 19:
1.3 Tipos de versiones (opciones) 1
- Page 20 and 21:
1.4 Principio básicos Coordenadas
- Page 22 and 23:
1.5 Medida de herramienta 1.5 Dimen
- Page 24 and 25:
2.1 Superficie de manejo 2.1 Superf
- Page 26 and 27:
2.1 Superficie de manejo 2.1.3 Sele
- Page 28 and 29:
2.2 El sistema info 2.2 El sistema
- Page 30 and 31:
2.3 El sistema de errores Informaci
- Page 33 and 34:
3 Funcionamiento manual y automáti
- Page 35 and 36:
Pulsar ”Referencia” (eje indivi
- Page 37 and 38:
3.2.1 Introducción de los datos de
- Page 39 and 40:
3.2.5 Teclas del cabezal y de direc
- Page 41 and 42:
3.3.1 Ajustar lista de herramientas
- Page 43 and 44:
3.3.2 Comparación de lista de herr
- Page 45 and 46:
3.3.4 Gestión del tiempo de espera
- Page 47 and 48:
3.4.2 Desplazar el cero pieza Despl
- Page 49 and 50:
3.4.4 Ajustar tabla de dispositivos
- Page 51 and 52:
3.4.6 Medición de herramientas El
- Page 53 and 54:
3.5 Funcionamiento automático En e
- Page 55 and 56:
3.5.3 Influir en el desarrollo del
- Page 57 and 58:
■ Correcciones aditivas Seleccion
- Page 59 and 60:
Modo inspección - continuación Di
- Page 61 and 62:
3.5.8 Visualización gráfica La
- Page 63 and 64:
3.5.9 Estado medición postproceso
- Page 65 and 66:
Elementos de visualización (contin
- Page 67 and 68:
■ Gráfico de barras: Visualizar
- Page 69 and 70:
3.7.4 Análisis del mecanizado de r
- Page 71 and 72:
DIN PLUS 4
- Page 73 and 74:
4.1.2 Pantalla DIN PLUS 1 Carátula
- Page 75 and 76:
4.1.4 Unidades métricas Los progra
- Page 77 and 78:
4.2 Indicaciones sobre la programac
- Page 79 and 80:
La pieza en bruto se describe ■ c
- Page 81 and 82:
Multi-herramientas A herramientas c
- Page 83 and 84:
4.3 El editor DIN PLUS Seleccionar
- Page 85 and 86:
Grupo del menú ”geometría” (p
- Page 87 and 88:
4.3.2 Menú ”geometría” El sub
- Page 89 and 90:
■ Llamada L-externa - (ver „4.1
- Page 91 and 92:
4.4 Identificación de la sección
- Page 93 and 94:
■ Introducción ampliada: Sin li
- Page 95 and 96:
PIEZA EN BRUTO Sección del program
- Page 97 and 98:
Trayecto del contorno G1-Geo Parám
- Page 99 and 100:
B: Radio exterior/bisel esquina pr
- Page 101 and 102:
Tallado DIN 509 F (H=6) Parámetros
- Page 103 and 104:
■ Q=15: roscado extrafino UNEF US
- Page 105 and 106:
Reducción del avance G38-Geo „Av
- Page 107 and 108:
4.5.5 Posición de los contornos Pr
- Page 109 and 110:
Trayecto contorno frontal/lateral G
- Page 111 and 112:
Ranura lineal lado frontal/posterio
- Page 113 and 114:
Modelo circular lado frontal/poster
- Page 115 and 116:
Arcos de círculo en un contorno de
- Page 117 and 118:
Círculo completo en una superficie
- Page 119 and 120:
Wi: Distancia entre figuras V: Dire
- Page 121 and 122:
Ejemplo de línea central de la ran
- Page 123 and 124:
Marcha rápida en coordenadas de la
- Page 125 and 126:
4.6.4 Avance, revoluciones Limitaci
- Page 127 and 128:
4.6.5 Compensación del radio del f
- Page 129 and 130:
Desplazamiento aditivo del punto ce
- Page 131 and 132:
Desactivar la demasía G52 ¡G52 ti
- Page 133 and 134:
Cálculo de la punta derecha de la
- Page 135 and 136:
A: Angulo de entrada (referencia: e
- Page 137 and 138:
V: Identificación principio/final
- Page 139 and 140:
Paralelo al contorno con hta. neutr
- Page 141 and 142:
Ciclo de profundización G866 G866
- Page 143 and 144:
A, W: Angulo de entrada, ángulo de
- Page 145 and 146:
Q: Tipo de desplazamiento - por def
- Page 147 and 148:
Refrentado simple G82 G82 mecaniza
- Page 149 and 150:
Ciclo de entalladura G85 G85 realiz
- Page 151 and 152:
Ciclo Radio G87 G87 genera radios d
- Page 153 and 154:
Ciclo de roscado simple G32 G32 mec
- Page 155 and 156:
4.9 Ciclos de taladrado Ciclo de ta
- Page 157 and 158:
Roscado con macho G73 G73 corta ros
- Page 159 and 160:
Taladrado en profundidad G74 (perfo
- Page 161 and 162:
4.10.2 Mecanizado de la parte front
- Page 163 and 164:
Superficie cilíndrica envolvente l
- Page 165 and 166:
Parámetros Q: Tipo de ciclo (= Lug
- Page 167 and 168:
Contornos cerrados Tipo de ciclo Se
- Page 169 and 170:
Fresado de cajeras, acabado G846 G8
- Page 171 and 172:
4.12 Funciones especiales 4.12.1 Me
- Page 173 and 174:
4.12.3 Sincronización de cabezales
- Page 175 and 176:
Programación del control de tronza
- Page 177 and 178:
4.12.5 Medición en proceso Condici
- Page 179 and 180:
4.12.7 Supervisión de la carga La
- Page 181 and 182:
Conversión y espejo G30 G30 convie
- Page 183 and 184:
Supervisión de revoluciones por bl
- Page 185 and 186:
4.14 Introducción y emisión de da
- Page 187 and 188:
4.15 Programación de variables El
- Page 189 and 190:
Variable # Información NC #776 cor
- Page 191 and 192:
■ V922/V923: resultado en ”G905
- Page 193 and 194:
SWITCH..CASE - Programación de var
- Page 195 and 196:
4.17 Funciones M Las funciones M co
- Page 197 and 198:
Salvar el contorno ”Qx” = núme
- Page 199 and 200:
4.18.3 Mecanizado completo Como mec
- Page 201 and 202:
Ejemplo: mecanizado completo en un
- Page 203 and 204:
Desplazamiento pto. cero 1ª sujeci
- Page 205:
Desplazamiento pto. cero 1ª sujeci
- Page 208 and 209:
5.1 Modo de funcionamiento Simulaci
- Page 210 and 211:
5.1 Modo de funcionamiento Simulaci
- Page 212 and 213:
5.1 Modo de funcionamiento Simulaci
- Page 214 and 215:
5.2 Menú principal Alternativament
- Page 216 and 217:
5.3 Simulación del contorno 5.3.2
- Page 218 and 219:
5.4 Simulación del mecanizado Grup
- Page 220 and 221:
5.6 Lupa 5.6 Lupa Con ”lupa” se
- Page 222 and 223:
5.8 Controlar desarrollo del progra
- Page 224 and 225:
5.9 Cálculo del tiempo 5.9 Cálcul
- Page 227 and 228:
TURN PLUS 6
- Page 229 and 230:
6.2 Gestión de programas 6.2.1 Fic
- Page 231 and 232:
6.3 Descripción de la pieza Indica
- Page 233 and 234:
6.3.3 Superposición de elementos d
- Page 235 and 236:
6.3.5 Programación de contornos en
- Page 237 and 238:
6.3.6 Aclaraciones sobre el manejo
- Page 239 and 240:
■ Serie - circular: duplica la zo
- Page 241 and 242:
6.5 Contorno de pieza mecanizada 6.
- Page 243 and 244:
Arco Seleccionar el sentido de giro
- Page 245 and 246:
Tallado libre forma F Parámetros K
- Page 247 and 248:
Tallado en general define una ental
- Page 249 and 250:
Roscado define uno de los siguiente
- Page 251 and 252:
Parámetro de rosca I: Diámetro no
- Page 253 and 254:
Parámetro „Superposición lineal
- Page 255 and 256:
Trayectoria en contorno frontal/pos
- Page 257 and 258:
Parámetro de centraje O: Diámetro
- Page 259 and 260:
Polígono C Parámetros XK, YK: Pun
- Page 261 and 262:
6.6.2 Contornos de la superficie la
- Page 263 and 264:
Parámetro „Ángulo“ WA: Angulo
- Page 265 and 266:
Círculo (completo) Parámetros Z:
- Page 267 and 268:
L: Longitud total del modelo Li: Di
- Page 269 and 270:
introducir una nueva longitud/posic
- Page 271 and 272:
„Elemento de forma“: Modificar
- Page 273 and 274:
6.7.6 Transformaciones Grupo del me
- Page 275 and 276:
6.8 Importar contornos DXF 6.8.1 No
- Page 277 and 278:
En el parámetro de configuración
- Page 279 and 280:
6.9 Asignación de atributos Atribu
- Page 281 and 282:
6.9.6 Atributos del mecanizado La G
- Page 283 and 284:
Atributos del mecanizado: fresar Se
- Page 285 and 286:
6.10 Ayudas de manejo 6.10.1 Calcul
- Page 287 and 288:
6.10.4 Elementos del contorno sin s
- Page 289 and 290:
6.11 Preparar Con „Preparar“ se
- Page 291 and 292:
Parámetro mandril de pinza: Nº de
- Page 293 and 294:
Determinar la limitación del corte
- Page 295 and 296:
Parámetro de transmisión en progr
- Page 297 and 298:
Volver a introducir la herramienta
- Page 299 and 300:
Continuar el plan de trabajo existe
- Page 301 and 302:
6.12.4 Tipo de mecanizado desbastar
- Page 303 and 304:
Límite de corte en „Desbastado d
- Page 305 and 306:
Mandrilar - automáticamente ayuda
- Page 307 and 308:
Torneado profundo (G869) El CNC PIL
- Page 309 and 310:
Desarrollo tronzar y emisión de he
- Page 311 and 312:
6.12.6 Tipo de mecanizado: taladrar
- Page 313 and 314:
6.12.7 Tipo de mecanizado de acabad
- Page 315 and 316:
Acabar - giro de ajuste TURN PLUS r
- Page 317 and 318:
Acabar - mandrilando (herramienta n
- Page 319 and 320:
6.12.9 Tipo de mecanizado: fresado
- Page 321 and 322:
Gravar (G840) Grava contornos abier
- Page 323 and 324:
6.13.2 Secuencia de mecanizado En l
- Page 325 and 326:
Mecanizado principal Mecanizado sec
- Page 327 and 328:
Mecanizado principal Mecanizado sec
- Page 329 and 330:
Mecanizado principal Mecanizado sec
- Page 331 and 332:
Mecanizado principal Mecanizado sec
- Page 333 and 334:
6.14 Gráfico de control En la prog
- Page 335 and 336:
Gráfica de control: En los subpunt
- Page 337 and 338:
6.16.2 Valores de corte TURN PLUS c
- Page 339 and 340:
Límites en el mecanizado interior
- Page 341 and 342:
Indicaciones sobre el mecanizado de
- Page 343 and 344:
Indicaciones del mecanizado ■ Suj
- Page 345 and 346:
Definir el contorno básico Selecci
- Page 347:
Elaborar el plan de trabajo „por
- Page 350 and 351:
7.1 Modo de funcionamiento Parámet
- Page 352 and 353:
7.1 Modo de funcionamiento Parámet
- Page 354 and 355:
7.2 Parámetros de máquina Paráme
- Page 356 and 357:
7.2 Parámetros de máquina Paráme
- Page 358 and 359:
7.2 Parámetros de máquina Paráme
- Page 360 and 361:
7.3 Parámetros de control 7.3 Par
- Page 362 and 363:
7.3 Parámetros de control Parámet
- Page 364 and 365:
7.3 Parámetros de control Parámet
- Page 366 and 367:
7.3 Parámetros de control Cifras d
- Page 368 and 369:
7.4 Parámetros de ajuste Parámetr
- Page 370 and 371:
7.5 Parámetros de mecanizado AAG -
- Page 372 and 373:
7.5 Parámetros de mecanizado Preta
- Page 374 and 375:
7.5 Parámetros de mecanizado Al ac
- Page 376 and 377:
7.5 Parámetros de mecanizado Los s
- Page 378 and 379:
7.5 Parámetros de mecanizado Penet
- Page 380 and 381:
7.5 Parámetros de mecanizado Talad
- Page 382 and 383:
7.5 Parámetros de mecanizado 12..1
- Page 384 and 385:
8.1 Banco de datos de herramienta 8
- Page 386 and 387:
8.1 Banco de datos de la herramient
- Page 388 and 389:
8.1 Banco de datos de herramienta H
- Page 390 and 391:
8.1 Banco de datos de la herramient
- Page 392 and 393: 8.1 Banco de datos de la herramient
- Page 394 and 395: 8.1 Banco de datos de herramienta V
- Page 396 and 397: 8.1 Banco de datos de herramienta 8
- Page 398 and 399: 8.1 Banco de datos de herramienta
- Page 400 and 401: 8.1 Banco de datos de herramienta
- Page 402 and 403: 8.2 Banco de datos del medio de suj
- Page 404 and 405: 8.2 Banco de datos del medio de suj
- Page 406 and 407: 8.2 Banco de datos del medio de suj
- Page 408 and 409: 8.2 Banco de datos del medio de suj
- Page 410 and 411: 8.2 Banco de datos del medio de suj
- Page 412 and 413: 8.3 Banco de datos tecnológicos (v
- Page 414 and 415: 9.1 Modo de funcionamiento Service
- Page 416 and 417: 9.2 Funciones de servicio 9.2.3 Lis
- Page 418 and 419: 9.3 Sistema de mantenimiento Lista
- Page 420 and 421: 9.4 Diagnóstico 9.4 Diagnóstico L
- Page 423 and 424: Transferencia 10
- Page 425 and 426: 10.2 Proceso de transmisión 10.2.1
- Page 427 and 428: Directorio Transfer El nombre del o
- Page 429 and 430: 10.3 Transmisión de datos 10.3.1 D
- Page 431 and 432: Manejo ■ Flecha arriba/abajo; pá
- Page 433 and 434: Manejo ■ Flecha arriba/abajo; pá
- Page 435 and 436: 10.5 Organización del fichero Las
- Page 437 and 438: Tablas y resúmenes 11
- Page 439 and 440: 11.1.2 Parámetros de entalladura D
- Page 441: Tipo de roscado Q F P R A W Q=16 ro
- Page 445 and 446: 11.2 Información técnica CNC PILO
- Page 447 and 448: Programación CNC PILOT 4290 Mecani
- Page 449: 11.3 Conexiones de datos periféric
- Page 452 and 453: Index por giro G95-Geo ..... 94 por
- Page 454 and 455: Index Comentarios Introducción men
- Page 456 and 457: Index Desbaste longitudinal G810 ..
- Page 458 and 459: Index Frases (registros) NC aplicar
- Page 460 and 461: Index G913 Desactivar medir proceso
- Page 462 and 463: Index M01 Parada opcional ..... 183
- Page 464 and 465: Index Modos de funcionamiento Contr
- Page 466 and 467: Index Profundidad de rugosidad Atri
- Page 468 and 469: Index Roscado con macho DIN PLUS Ci
- Page 470 and 471: Index TURN PLUS Atributo de mecaniz
- Page 472 and 473: Index Modificar contorno sin mecani
- Page 474 and 475: Relación entre instrucciones geom
- Page 476 and 477: Resumen instrucciones G para descri
- Page 478 and 479: Ciclos de roscado Página G31 Ciclo
- Page 480: TURN PLUS Softkeys (selección) Sof