ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)
ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)
ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
20 / Innovatives Blockgießen für große Bauteile<br />
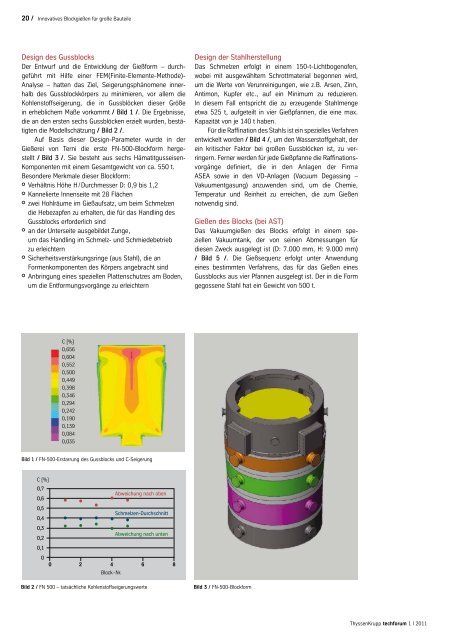
Design des Gussblocks<br />
Der Entwurf und die Entwicklung der Gießform – durchgeführt<br />
mit Hilfe einer FEM(Finite-Elemente-Methode)-<br />
Analyse – hatten das Ziel, Seigerungsphänomene innerhalb<br />
des Gussblockkörpers zu minimieren, vor allem die<br />
Kohlenstoffseigerung, die in Gussblöcken dieser Größe<br />
in erheblichem Maße vorkommt / Bild 1 /. Die Ergebnisse,<br />
die an den ersten sechs Gussblöcken erzielt wurden, bestätigten<br />
die Modellschätzung / Bild 2 /.<br />
Auf Basis dieser Design-Parameter wurde in der<br />
Gießerei von Terni die erste FN-500-Blockform hergestellt<br />
/ Bild 3 /. Sie besteht aus sechs Hämatitgusseisen-<br />
Komponenten mit einem Gesamtgewicht von ca. 550 t.<br />
Besondere Merkmale dieser Blockform:<br />
° Verhältnis Höhe H/Durchmesser D: 0,9 bis 1,2<br />
° Kannelierte Innenseite mit 28 Flächen<br />
° zwei Hohlräume im Gießaufsatz, um beim Schmelzen<br />
die Hebezapfen zu erhalten, die für das Handling des<br />
Gussblocks erforderlich sind<br />
° an der Unterseite ausgebildet Zunge,<br />
um das Handling im Schmelz- und Schmiedebetrieb<br />
zu erleichtern<br />
° Sicherheitsverstärkungsringe (aus Stahl), die an<br />
Formenkomponenten des Körpers angebracht sind<br />
° Anbringung eines speziellen Plattenschutzes am Boden,<br />
um die Entformungsvorgänge zu erleichtern<br />
C [%]<br />
0,656<br />
0,604<br />
0,552<br />
0,500<br />
0,449<br />
0,398<br />
0,346<br />
0,294<br />
0,242<br />
0,190<br />
0,<strong>13</strong>9<br />
0,084<br />
0,035<br />
Bild 1 / FN-500-Erstarrung des Gussblocks und C-Seigerung<br />
C [%]<br />
0,7<br />
Abweichung nach oben<br />
0,6<br />
0,5<br />
Schmelzen-Durchschnitt<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0<br />
Abweichung nach unten<br />
0 2 4 6 8<br />
Block-Nr.<br />
Bild 2 / FN 500 – tatsächliche Kohlenstoffseigerungswerte Bild 3 / FN-500-Blockform<br />
Design der Stahlherstellung<br />
Das Schmelzen erfolgt in einem 150-t-Lichtbogenofen,<br />
wobei mit ausgewähltem Schrottmaterial begonnen wird,<br />
um die Werte von Verunreinigungen, wie z.B. Arsen, Zinn,<br />
Antimon, Kupfer etc., auf ein Minimum zu reduzieren.<br />
In diesem Fall entspricht die zu erzeugende Stahlmenge<br />
etwa 525 t, aufgeteilt in vier Gießpfannen, die eine max.<br />
Kapazität von je 140 t haben.<br />
Für die Raffination des Stahls ist ein spezielles Verfahren<br />
entwickelt worden / Bild 4 /, um den Wasserstoffgehalt, der<br />
ein kritischer Faktor bei großen Gussblöcken ist, zu ver-<br />
ringern. Ferner werden für jede Gießpfanne die Raffinations-<br />
vorgänge definiert, die in den Anlagen der Firma<br />
ASEA sowie in den VD-Anlagen (Vacuum Degassing –<br />
Vakuumentgasung) anzuwenden sind, um die Chemie,<br />
Temperatur und Reinheit zu erreichen, die zum Gießen<br />
notwendig sind.<br />
Gießen des Blocks (bei AST)<br />
Das Vakuumgießen des Blocks erfolgt in einem speziellen<br />
Vakuumtank, der von seinen Abmessungen für<br />
diesen Zweck ausgelegt ist (D: 7.000 mm, H: 9.000 mm)<br />
/ Bild 5 /. Die Gießsequenz erfolgt unter Anwendung<br />
eines bestimmten Verfahrens, das für das Gießen eines<br />
Gussblocks aus vier Pfannen ausgelegt ist. Der in die Form<br />
gegossene Stahl hat ein Gewicht von 500 t.<br />
<strong>ThyssenKrupp</strong> <strong>techforum</strong> 1 I <strong>2011</strong>