ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)
ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)
ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
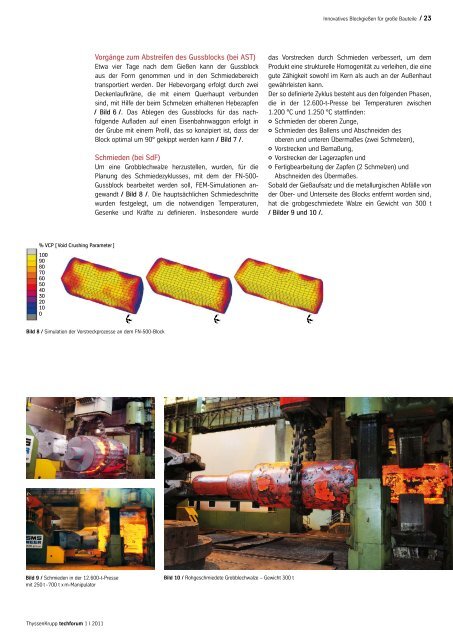
% VCP [ Void Crushing Parameter ]<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
Bild 9 / Schmieden in der 12.600-t-Presse<br />
mit 250 t -700 t x m-Manipulator<br />
<strong>ThyssenKrupp</strong> <strong>techforum</strong> 1 I <strong>2011</strong><br />
Vorgänge zum Abstreifen des Gussblocks (bei AST)<br />
Etwa vier Tage nach dem Gießen kann der Gussblock<br />
aus der Form genommen und in den Schmiedebereich<br />
transportiert werden. Der Hebevorgang erfolgt durch zwei<br />
Deckenlaufkräne, die mit einem Querhaupt verbunden<br />
sind, mit Hilfe der beim Schmelzen erhaltenen Hebezapfen<br />
⁄ Bild 6 /. Das Ablegen des Gussblocks für das nach-<br />
folgende Aufladen auf einen Eisenbahnwaggon erfolgt in<br />
der Grube mit einem Profil, das so konzipiert ist, dass der<br />
Block optimal um 90° gekippt werden kann / Bild 7 /.<br />
Schmieden (bei SdF)<br />
Um eine Grobblechwalze herzustellen, wurden, für die<br />
Planung des Schmiedezyklusses, mit dem der FN-500-<br />
Gussblock bearbeitet werden soll, FEM-Simulationen angewandt<br />
/ Bild 8 /. Die hauptsächlichen Schmiedeschritte<br />
wurden festgelegt, um die notwendigen Temperaturen,<br />
Gesenke und Kräfte zu definieren. Insbesondere wurde<br />
Bild 8 / Simulation der Vorstreckprozesse an dem FN-500-Block<br />
Z<br />
X<br />
Y<br />
Z<br />
X<br />
Y<br />
Bild 10 / Rohgeschmiedete Grobblechwalze – Gewicht 300 t<br />
Innovatives Blockgießen für große Bauteile / 23<br />
das Vorstrecken durch Schmieden verbessert, um dem<br />
Produkt eine strukturelle Homogenität zu verleihen, die eine<br />
gute Zähigkeit sowohl im Kern als auch an der Außenhaut<br />
gewährleisten kann.<br />
Der so definierte Zyklus besteht aus den folgenden Phasen,<br />
die in der 12.600-t-Presse bei Temperaturen zwischen<br />
1.200 °C und 1.250 °C stattfinden:<br />
° Schmieden der oberen Zunge,<br />
° Schmieden des Ballens und Abschneiden des<br />
oberen und unteren Übermaßes (zwei Schmelzen),<br />
° Vorstrecken und Bemaßung,<br />
° Vorstrecken der Lagerzapfen und<br />
° Fertigbearbeitung der Zapfen (2 Schmelzen) und<br />
Abschneiden des Übermaßes.<br />
Sobald der Gießaufsatz und die metallurgischen Abfälle von<br />
der Ober- und Unterseite des Blocks entfernt worden sind,<br />
hat die grobgeschmiedete Walze ein Gewicht von 300 t<br />
/ Bilder 9 und 10 /.<br />
Z<br />
X<br />
Y