ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)
ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)
ThyssenKrupp techforum 1/2011 (PDF, 13,8 MB)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Optimierung von Aluminium-<br />
und Metalloberflächen<br />
mittels Clean Coil Konzept<br />
ralf ScHmiD Geschäftsbereichsleiter <strong>ThyssenKrupp</strong> Metallcenter <strong>ThyssenKrupp</strong> metalServ gmbH Wörth<br />
Dipl.-WirT.-ing. (fH) STEfan cHriST Leiter Strategischer Vertrieb <strong>ThyssenKrupp</strong> Metallcenter <strong>ThyssenKrupp</strong> metalServ gmbH Wörth<br />
Dipl.-WirT.-ing. (fH) BaSTian BrunoW Key Account Manager <strong>ThyssenKrupp</strong> Metallcenter <strong>ThyssenKrupp</strong> metalServ gmbH Wörth<br />
Beim Produktionsprozess von Walzprodukten werden<br />
bedingt durch die verschiedenen Walzschritte, das Glühen<br />
und weitere Fertigungsprozesse die Metalloberflächen mit<br />
Schmutzpartikeln, Metallspänen sowie diversen Walzölen<br />
verunreinigt. Diese Verunreinigungen lagern sich in den Poren<br />
und Zwischenräumen der Metalloberfläche ab und können<br />
bei weiteren Bearbeitungsschritten, wie zum Beispiel Kleben,<br />
Stanzen, Schweißen/Löten und Umformen, zu Qualitäts-<br />
problemen führen. Der vom <strong>ThyssenKrupp</strong> Metallcenter<br />
entwickelte Clean Coil Prozess befreit das Material mit Hilfe<br />
von speziellen Reinigungsbürsten und einer Reinigungsemulsion<br />
schonend und kratzerfrei von Schmutz und Abrieb.<br />
Anschließend kann ein ’Finish’ als dosierte Beölung oder<br />
als trockenes Material erfolgen.<br />
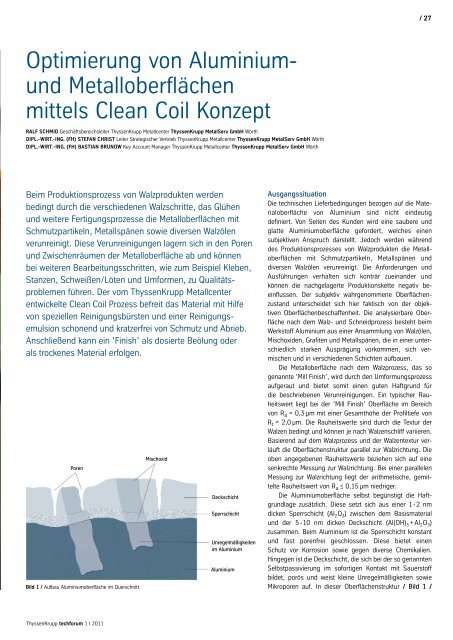
Poren<br />
Bild 1 / Aufbau Aluminiumoberfläche im Querschnitt<br />
<strong>ThyssenKrupp</strong> <strong>techforum</strong> 1 I <strong>2011</strong><br />
Mischoxid<br />
Deckschicht<br />
Sperrschicht<br />
Unregelmäßigkeiten<br />
im Aluminium<br />
Aluminium<br />
/ 27<br />
Ausgangssituation<br />
Die technischen Lieferbedingungen bezogen auf die Mate-<br />
rialoberfläche von Aluminium sind nicht eindeutig<br />
definiert. Von Seiten des Kunden wird eine saubere und<br />
glatte Aluminiumoberfläche gefordert, welches einen<br />
subjektiven Anspruch darstellt. Jedoch werden während<br />
des Produktionsprozesses von Walzprodukten die Metall-<br />
oberflächen mit Schmutzpartikeln, Metallspänen und<br />
diversen Walzölen verunreinigt. Die Anforderungen und<br />
Ausführungen verhalten sich konträr zueinander und<br />
können die nachgelagerte Produktionskette negativ be-<br />
einflussen. Der subjektiv wahrgenommene Oberflächen-<br />
zustand unterscheidet sich hier faktisch von der objektiven<br />
Oberflächenbeschaffenheit. Die analysierbare Ober-<br />
fläche nach dem Walz- und Schneidprozess besteht beim<br />
Werkstoff Aluminium aus einer Ansammlung von Walzölen,<br />
Mischoxiden, Grafiten und Metallspänen, die in einer unter-<br />
schiedlich starken Ausprägung vorkommen, sich vermischen<br />
und in verschiedenen Schichten aufbauen.<br />
Die Metalloberfläche nach dem Walzprozess, das so<br />
genannte ’Mill Finish’, wird durch den Umformungsprozess<br />
aufgeraut und bietet somit einen guten Haftgrund für<br />
die beschriebenen Verunreinigungen. Ein typischer Rauheitswert<br />
liegt bei der ’Mill Finish’ Oberfläche im Bereich<br />
von R a ≈ 0,3 µm mit einer Gesamthöhe der Profiltiefe von<br />
R t ≈ 2,0 µm. Die Rauheitswerte sind durch die Textur der<br />
Walzen bedingt und können je nach Walzenschliff variieren.<br />
Basierend auf dem Walzprozess und der Walzentextur verläuft<br />
die Oberflächenstruktur parallel zur Walzrichtung. Die<br />
oben angegebenen Rauheitswerte beziehen sich auf eine<br />
senkrechte Messung zur Walzrichtung. Bei einer parallelen<br />
Messung zur Walzrichtung liegt der arithmetische, gemittelte<br />
Rauheitswert von R a ≤ 0,15 µm niedriger.<br />
Die Aluminiumoberfläche selbst begünstigt die Haftgrundlage<br />
zusätzlich. Diese setzt sich aus einer 1-2 nm<br />
dicken Sperrschicht (Al 2O 3) zwischen dem Basismaterial<br />
und der 5 -10 nm dicken Deckschicht (Al(OH) 3 + Al 2O 3)<br />
zusammen. Beim Aluminium ist die Sperrschicht konstant<br />
und fast porenfrei geschlossen. Diese bietet einen<br />
Schutz vor Korrosion sowie gegen diverse Chemikalien.<br />
Hingegen ist die Deckschicht, die sich bei der so genannten<br />
Selbstpassivierung im sofortigen Kontakt mit Sauerstoff<br />
bildet, porös und weist kleine Unregelmäßigkeiten sowie<br />
Mikroporen auf. In dieser Oberflächenstruktur / Bild 1 /