
Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
special: Stahlbau und Stahlleichtbau<br />
Schweißanwendung<br />
Lange Nähte, sichere Verbindungen<br />
Der Maschinen- und Anlagenbauer Dürr setzt eine teilautomatisierte Lösung zum Schweißen langer, gerader Nähte.<br />
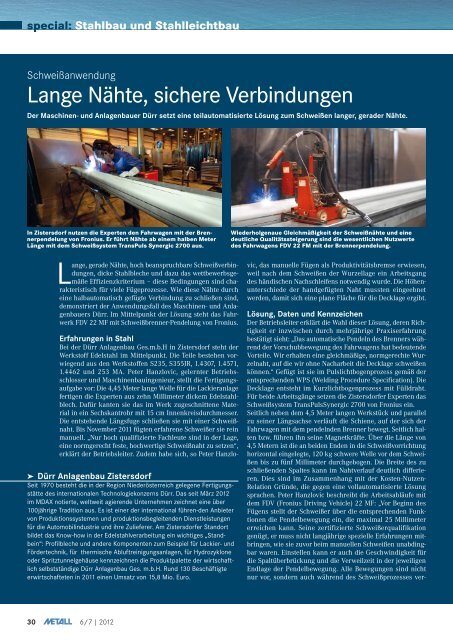
In Zistersdorf nutzen die Experten den fahrwagen mit der Brennerpendelung<br />
von fronius. Er führt nähte ab einem halben Meter<br />
länge mit dem Schweißsystem TransPuls Synergic 2700 aus.<br />
Lange, gerade Nähte, hoch beanspruchbare Schweißverbindungen,<br />
dicke Stahlbleche und dazu das wettbewerbsgemäße<br />
Effizienzkriterium – diese Bedingungen sind charakteristisch<br />
für viele Fügeprozesse. Wie diese Nähte durch<br />
eine halbautomatisch gefügte Verbindung zu schließen sind,<br />
demonstriert der Anwendungsfall des Maschinen- und Anlagenbauers<br />
Dürr. Im Mittelpunkt der Lösung steht das Fahrwerk<br />
FDV 22 MF mit Schweißbrenner-Pendelung von Fronius.<br />
Erfahrungen in Stahl<br />
Bei der Dürr Anlagenbau Ges.m.b.H in Zistersdorf steht der<br />
Werkstoff Edelstahl im Mittelpunkt. Die Teile bestehen vorwiegend<br />
aus den Werkstoffen S235, S355JR, 1.4307, 1.4571,<br />
1.4462 und 253 MA. Peter Hanzlovic, gelernter Betriebsschlosser<br />
und Maschinenbauingenieur, stellt die Fertigungsaufgabe<br />
vor: Die 4,45 Meter lange Welle für die Lackieranlage<br />
fertigen die Experten aus zehn Millimeter dickem Edelstahlblech.<br />
Dafür kanten sie das im Werk zugeschnittene Material<br />
in ein Sechskantrohr mit 15 cm Innenkreisdurchmesser.<br />
Die entstehende Längsfuge schließen sie mit einer Schweißnaht.<br />
Bis November 2011 fügten erfahrene Schweißer sie rein<br />
manuell. „Nur hoch qualifizierte Fachleute sind in der Lage,<br />
eine normgerecht feste, hochwertige Schweißnaht zu setzen“,<br />
erklärt der Betriebsleiter. Zudem habe sich, so Peter Hanzlo-<br />
➤ Dürr Anlagenbau Zistersdorf<br />
Seit 1970 besteht die in der Region Niederösterreich gelegene Fertigungsstätte<br />
des internationalen Technologiekonzerns Dürr. Das seit März 2012<br />
im MDAX notierte, weltweit agierende Unternehmen zeichnet eine über<br />
100jährige Tradition aus. Es ist einer der international führen-den Anbieter<br />
von Produktionssystemen und produktionsbegleitenden Dienstleistungen<br />
für die Automobilindustrie und ihre Zulieferer. Am Zistersdorfer Standort<br />
bildet das Know-how in der Edelstahlverarbeitung ein wichtiges „Standbein“:<br />
Profilbleche und andere Komponenten zum Beispiel für Lackier- und<br />
Fördertechnik, für thermische Abluftreinigungsanlagen, für Hydrozyklone<br />
oder Spritztunnelgehäuse kennzeichnen die Produktpalette der wirtschaftlich<br />
selbstständige Dürr Anlagenbau Ges. m.b.H. Rund 130 Beschäftigte<br />
erwirtschafteten in 2011 einen Umsatz von 15,8 Mio. Euro.<br />
30 6/7 | 2012<br />
Wiederholgenaue Gleichmäßigkeit der Schweißnähte und eine<br />
deutliche Qualitätssteigerung sind die wesentlichen nutzwerte<br />
des fahrwagens fDV 22 fM mit der Brennerpendelung.<br />
vic, das manuelle Fügen <strong>als</strong> Produktivitätsbremse erwiesen,<br />
weil nach dem Schweißen der Wurzellage ein Arbeitsgang<br />
des händischen Nachschleifens notwendig wurde. Die Höhenunterschiede<br />
der handgefügten Naht mussten eingeebnet<br />
werden, damit sich eine plane Fläche für die Decklage ergibt.<br />
Lösung, Daten und Kennzeichen<br />
Der Betriebsleiter erklärt die Wahl dieser Lösung, deren Richtigkeit<br />
er inzwischen durch mehrjährige Praxiserfahrung<br />
bestätigt sieht: „Das automatische Pendeln des Brenners während<br />
der Vorschubbewegung des Fahrwagens hat bedeutende<br />
Vorteile. Wir erhalten eine gleichmäßige, normgerechte Wurzelnaht,<br />
auf die wir ohne Nacharbeit die Decklage schweißen<br />
können.“ Gefügt ist sie im Pulslichtbogenprozess gemäß der<br />
entsprechenden WPS (Welding Procedure Specification). Die<br />
Decklage entsteht im Kurzlichtbogenprozess mit Fülldraht.<br />
Für beide Arbeitsgänge setzen die Zistersdorfer Experten das<br />
Schweißsystem TransPulsSynergic 2700 von Fronius ein.<br />
Seitlich neben dem 4,5 Meter langen Werkstück und parallel<br />
zu seiner Längsachse verläuft die Schiene, auf der sich der<br />
Fahrwagen mit dem pendelnden Brenner bewegt. Seitlich halten<br />
bzw. führen ihn seine Magnetkräfte. Über die Länge von<br />
4,5 Metern ist die an beiden Enden in die Schweißvorrichtung<br />
horizontal eingelegte, 120 kg schwere Welle vor dem Schweißen<br />
bis zu fünf Millimeter durchgebogen. Die Breite des zu<br />
schließenden Spaltes kann im Nahtverlauf deutlich differieren.<br />
Dies sind im Zusammenhang mit der Kosten-Nutzen-<br />
Relation Gründe, die gegen eine vollautomatisierte Lösung<br />
sprachen. Peter Hanzlovic beschreibt die Arbeitsabläufe mit<br />
dem FDV (Fronius Driving Vehicle) 22 MF: „Vor Beginn des<br />
Fügens stellt der Schweißer über die entsprechenden Funktionen<br />
die Pendelbewegung ein, die maximal 25 Millimeter<br />
erreichen kann. Seine zertifizierte Schweißerqualifikation<br />
genügt, er muss nicht langjährige spezielle Erfahrungen mitbringen,<br />
wie sie zuvor beim manuellen Schweißen unabdingbar<br />
waren. Einstellen kann er auch die Geschwindigkeit für<br />
die Spaltüberbrückung und die Verweilzeit in der jeweiligen<br />
Endlage der Pendelbewegung. Alle Bewegungen sind nicht<br />
nur vor, sondern auch während des Schweißprozesses ver-