capitolul 1. optimizarea sistemelor de fabricațiedin ... - Modulul 5
capitolul 1. optimizarea sistemelor de fabricațiedin ... - Modulul 5
capitolul 1. optimizarea sistemelor de fabricațiedin ... - Modulul 5

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
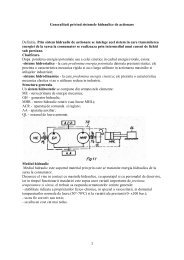
Pe lângă proce<strong>de</strong>ele <strong>de</strong> prelucrare clasice, cuprinse în figura 3.1, există şi proce<strong>de</strong>e <strong>de</strong><br />
prelucrare neconvenţională (Tabelul 3.2).<br />
Tabelul 3.2 - Proce<strong>de</strong>e <strong>de</strong> prelucrare neconvenţionale<br />
PROCEDEE DE PRELUCRARE NECONVENŢIONALE<br />
Denumire Definiţie Exemple/tipuri <strong>de</strong> piese<br />
Electroeroziunea Proce<strong>de</strong>u <strong>de</strong> prelucrare a alezajelor şi a<br />
cavităţilor în materiale conductive electric,<br />
prin <strong>de</strong>taşare controlată <strong>de</strong> material, folosind<br />
topirea sau vaporizarea materialului,<br />
prin impulsuri electrice.<br />
Electrochimia Proce<strong>de</strong>u <strong>de</strong> prelucrare bazat pe<br />
<strong>de</strong>sprin<strong>de</strong>rea localizată şi controlată <strong>de</strong><br />
material prin dizolvare anodică într-o celulă<br />
electrolitică. Piesa este fixată la anod, iar<br />
Vibraţiile<br />
ultrasonice<br />
scula este catodul.<br />
Proce<strong>de</strong>u <strong>de</strong> prelucrare prin eroziune în<br />
câmp ultrasonic, prin care are loc <strong>de</strong>taşarea<br />
controlată <strong>de</strong> material, sub acţiunea erozivă<br />
a unor particule abrazive aflate în suspensie.<br />
Plăci active ale stanţelor şi matriţelor, ascuţirea<br />
sculelor simple şi profilate, fabricarea sapelor<br />
<strong>de</strong> foraj pentru industria petrolieră.<br />
Se prelucrează şi se finisează piese cu<br />
geometrie complexă.<br />
Se prelucrează materiale dure şi fragile: sticlă,<br />
ceramică, cuarţ, carburi metalice, oţeluri aliate.<br />
Se realizează finisarea elementelor active ale<br />
stanţelor şi matriţelor, ascuţirea sculelor<br />
aschietoare.<br />
3.<strong>1.</strong>2. Procesul <strong>de</strong> control_<br />
Funcţia <strong>de</strong> control, <strong>de</strong> verificare şi <strong>de</strong> certificare a calităţii piesei finite sau a produsului<br />
final este specifică <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
În sistemul <strong>de</strong> fabricaţie, controlul poate fi operaţional, interoperaţional sau final şi are<br />
rolul <strong>de</strong> a <strong>de</strong>tecta, cât mai <strong>de</strong>vreme posibil, apariţia abaterilor sau a erorilor.<br />
► Controlul operaţional se <strong>de</strong>sfăşoară pe parcursul <strong>de</strong>rulării unei operaţii din cadrul<br />
procesului tehnologic, <strong>de</strong> regulă între fazele componente ale acelei operaţii. Prin acest control<br />
se certifică obţinerea parametrilor dimensionali şi geometrici impuşi pentru faza/operaţia<br />
tehnologică respectivă. Se efectuează direct <strong>de</strong> către operatorul care execută operaţia<br />
tehnologică, folosind mijloace <strong>de</strong> măsură şi control a<strong>de</strong>cvate locului <strong>de</strong> muncă (şublere,<br />
micrometre, comparatoare).<br />
► Controlul interoperaţional se <strong>de</strong>sfăşoară în intervalul <strong>de</strong> procesare a unei operaţii<br />
consecutive din secvenţa <strong>de</strong> fabricare şi urmăreşte să stabilească dacă piesa este aptă din punct<br />
<strong>de</strong> ve<strong>de</strong>re calitativ pentru a trece la operaţia următoare din secvenţa <strong>de</strong> fabricare. în afara<br />
controlului dimensional şi geometric, în această etapă se pot verifica şi proprietăţile fizicomecanice<br />
ale materialului piesei, aşa cum au rezultat din operaţia anterioară (duritate, structură<br />
metalografică, rezilienţă, tenacitate). Se efectuează, <strong>de</strong> regulă, <strong>de</strong> către controlori specializaţi, la<br />
locuri <strong>de</strong> muncă special amenajate şi dotate cu logistica necesară conţinutului acestui tip <strong>de</strong><br />
control (Fig. 3.2).<br />
► Controlul final se realizează la sfârşitul secvenţei <strong>de</strong> fabricare şi urmăreşte<br />
certificarea faptului că piesa finită în<strong>de</strong>plineşte toate cerinţele impuse privitoare la precizia<br />
dimensională, geometrică şi la calitatea materialului, pentru a fi introdusă în procesul <strong>de</strong><br />
asamblare.<br />
În cazul în care controlul final vizează un produs finit, obţinut li montajul general, se va<br />
verifica respectarea parametrilor:<br />
- funcţionali (productivitate);<br />
- constructivi;<br />
- tehnologici (costul fabricaţiei, timpul necesar asamblării);<br />
- ergonomiei (respectarea normelor psihologice în utilizarea acelui produs).<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 117