

Querschnitt 21 / Februar 2007 - h_da: Hochschule Darmstadt
Querschnitt 21 / Februar 2007 - h_da: Hochschule Darmstadt
Querschnitt 21 / Februar 2007 - h_da: Hochschule Darmstadt

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Querschnitt</strong> <strong>21</strong><br />
Abbildung 1 • Mechanik Versuchsmaschine P III<br />
3 • werkzeugtechnik<br />
Zum Walzen von Kugelumlaufspindeln setzt die industrielle<br />
Praxis üblicherweise fertig konfektionierte und, weil hochgenau<br />
geschliffen, sehr teure Walzwerkzeuge ein. In der regel<br />
werden diese industrieüblichen Walzwerkzeuge auf zwei<br />
parallel angeordneten Walzspindeln aufgenommen. Die <strong>da</strong>raus<br />
entstehende Konsequenz ist, <strong>da</strong>ss weder vorhaltend noch<br />
nachhaltend eine Korrektur der geometrischen Verhältnisse<br />
der Walzwerkzeuge zueinander möglich ist.<br />
unsere untersuchung wurde <strong>da</strong>her mit steigungslosen rillenwalzwerkzeugen<br />
(Abbildung 2) durchgeführt, die bei der<br />
Durchführung der entwicklungsarbeiten zu folgenden untersuchungstechnischen<br />
Vorteilen führten: Die steigungslosen<br />
rillenwalzwerkzeuge erlauben nach ganggetreuem gegenläufigem<br />
Schwenken der Werkzeuge eine gleiche Spindelgeometrie<br />
zu walzen, wie dies bei dem einsatz praxisüblicher Walzwerkzeuge<br />
möglich ist. Allerdings verbunden mit dem Vorteil,<br />
<strong>da</strong>ss eine direkte einflussnahme auf <strong>da</strong>s Walzergebnis bzw.<br />
die resultierende Bauteilqualität, durch korrigierende Veränderungen<br />
der Werkzeuggeometrie zueinander, möglich ist.<br />
4 • walzprozess<br />
Zurückliegende untersuchungen am Institut für umformtechnik<br />
der Technischen universität <strong>Darmstadt</strong> zum Walzen von<br />
Oberflächenprofilen führten zu der erkenntnis, <strong>da</strong>ss die nach<br />
der umformung resultierende Bauteilpräzision direkt abhängig<br />
ist von der Gleichförmigkeit der Bewegungen der Walzwerkzeuge.<br />
Beim Spindelwalzen kommt dieser Gleichförmigkeit der<br />
Drehbewegung die überragende Bedeutung zu, <strong>da</strong> Spindeln<br />
üblicherweise im Durchlaufverfahren gewalzt werden. Dies<br />
bedeutet, <strong>da</strong>ss die radiale Position der beiden Walzwerkzeuge<br />
unverändert bleibt, und somit die Vorschubachse lediglich die<br />
Aufgabe des Haltens der schlittenseitigen Spindelachse übernimmt.<br />
Allerdings führt <strong>da</strong>s schlittenseitig aufgenommene<br />
Walzwerkzeug im ersten Moment des Walzvorgangs einen<br />
kurzen Hub senkrecht zur Achse des Walzgutes aus und zwar<br />
so lange, bis die Lage beider Walzwerkzeuge zueinander so ist,<br />
<strong>da</strong>ss die gewünschte Spindelgeometrie mit ihrem angestrebten<br />
Kerndurchmesser realisiert werden kann.<br />
Von entscheidender Bedeutung für den anschließenden Walzprozess<br />
ist, <strong>da</strong>ss nach erreichen der Kerntiefe des schlittenseitig<br />
aufgenommenen Walzwerkzeuges sich beide Walzwerkzeuge<br />
mit absoluter Präzision der Gleichförmigkeit rotatorisch<br />
bewegen.<br />
Die zuvor angesprochenen untersuchungen an der TuD hatten<br />
beim Walzen auf herkömmlichen Walzmaschinen zu der<br />
eindeutigen erkenntnis geführt, <strong>da</strong>ss der kurzen Zeitspanne<br />
von der ersten Berührung des schlittenseitig aufgenommenen<br />
Walzwerkzeuges mit dem Walzgut bis zum erreichen<br />
der vorgesehenen maximalen eindringtiefe eine fun<strong>da</strong>mentale<br />
Bedeutung zukommt. unklar blieb <strong>da</strong>bei, wodurch sich diese<br />
Bedeutung erklärt. entweder durch die unsymmetrie des<br />
Walzgeschehens an sich, will heißen, <strong>da</strong>ss <strong>da</strong>s schlittenseitige<br />
Walzwerkzeug translatorisch bewegt wird und <strong>da</strong>s bockseitige<br />
eben nicht, was möglicherweise zu unsymmetrischem<br />
Fließverhalten des Werkstückstoffs führen kann. Oder aber,<br />
die durch die unsymmetrische Krafteinleitung resultierende<br />
unsymmetrie, die sich seitenabhängig unsymmetrisch in<br />
den beiden Getriebezügen der Antriebstechnik herkömmlicher<br />
Walzmaschinen wiederfindet, und deshalb die Gleichförmigkeit<br />
der Drehbewegung der beiden Walzwerkzeuge negativ<br />
beeinflusst.<br />
es galt also im rahmen der vorliegenden untersuchung herauszufinden,<br />
ob auch beim einsatz hochpräziser CNC-An-<br />
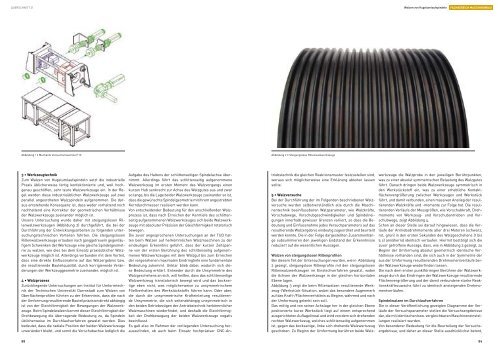
Abbildung 2 • Steigungslose rillenwalzwerkzeuge<br />
triebstechnik die gleichen reaktionsmuster festzustellen sind,<br />
woraus sich möglicherweise eine erklärung ableiten lassen<br />
sollte.<br />
5 • walzversuche<br />
Bei der Durchführung der im Folgenden beschriebenen Walzversuche<br />
wurden selbstverständlich alle durch die Maschinentechnik<br />
beeinflussbaren Walzparameter, wie Walzkräfte,<br />
Vorschubwege, Vorschubgeschwindigkeiten und Spindelneigungen<br />
innerhalb gewisser Grenzen variiert, so <strong>da</strong>ss die Bedeutung<br />
und einflussnahme jedes Versuchparameters auf <strong>da</strong>s<br />
resultierende Walzergebnis eindeutig zugeordnet und beurteilt<br />
werden konnte. Die in der Folge <strong>da</strong>rgestellten Zusammenhänge<br />
subsummieren den jeweiligen endstand der erkenntnisse<br />
reduziert auf die wesentlichen Aussagen.<br />
Walzen von steigungslosen rillenprofilen<br />
Bei diesem Teil der untersuchungen wurden, wie in Abbildung<br />
3 gezeigt, steigungslose rillenprofile mit den steigungslosen<br />
rillenwalzwerkzeugen im einstechverfahren gewalzt, wobei<br />
die Achsen der Walzwerkzeuge in der gleichen horizontalen<br />
ebene lagen.<br />
Abbildung 3 zeigt die beim rillenwalzen resultierende Werkzeug-/Werkstück-Situation,<br />
wobei <strong>da</strong>s besondere Augenmerk<br />
auf <strong>da</strong>s Kraft-/Flächenverhältnis zu Beginn, während und nach<br />
der umformung gelenkt sein soll.<br />
Das mittig und von seiner Achslage her in der gleichen ebene<br />
positionierte kurze Werkstück liegt auf einem entsprechend<br />
ausgerichteten Auflagelineal und wird von dem sich drehenden<br />
rechten Walzwerkzeug, welches schlittenseitig aufgenommen<br />
ist, gegen <strong>da</strong>s bockseitige, linke sich drehende Walzwerkzeug<br />
geschoben. Zu Beginn der umformung berühren beide Walz-<br />
Walzen von kugelumlaufspindeln FAchbereich mAschinenbAu<br />
werkzeuge die Walzprobe in den jeweiligen Berührpunkten,<br />
was zu einer absolut symmetrischen Belastung des Walzgutes<br />
führt. Danach dringen beide Walzwerkzeuge symmetrisch in<br />
den Werkstückstoff ein, was zu einer erhebliche Kontaktflächenvergrößerung<br />
zwischen Werkzeugen und Werkstück<br />
führt, und <strong>da</strong>mit verbunden, einen massiven Anstieg der resultierenden<br />
Walzkräfte und -momente zur Folge hat. Die resultierenden<br />
Verläufe der Messgrößen, wie Vorschubkraft, Drehmomente<br />
von Werkzeug- und Vorschubantrieben und Vor-<br />
schubwege, zeigt Abbildung 4.<br />
Schon an dieser Stelle sei <strong>da</strong>rauf hingewiesen, <strong>da</strong>ss die Verläufe<br />
der Antriebsdrehmomente aller drei Motoren (schwarz,<br />
rot, grün) in den ersten Sekunden des Walzgeschehens (1 bis<br />
5 s) annähernd identisch verlaufen. Hiermit bestätigt sich die<br />
zuvor getroffene Aussage, <strong>da</strong>ss, wie in Abbildung 3 gezeigt, zu<br />
Beginn der umformung absolut geometrisch identische Verhältnisse<br />
vorhanden sind, die sich auch in der Symmetrie der<br />
aus der umformung resultierenden Drehmomentverläufe beider<br />
Walzwerkzeuge wiederfinden lassen.<br />
Die nach dem ersten punktförmigen Berühren der Walzwerkzeuge<br />
durch <strong>da</strong>s eindringen der Walzwerkzeuge resultierende<br />
Flächenvergrößerung und der <strong>da</strong>mit verbundene starke reaktionskräftezuwachs<br />
führt zu identisch ansteigenden Drehmomentverläufen.<br />
spindelwalzen im Durchlaufverfahren<br />
Die in dieser Veröffentlichung gezeigten Diagramme der Verläufe<br />
der Versuchsparameter stellen die Versuchsergebnisse<br />
<strong>da</strong>r, die mit identischen bzw. vergleichbaren Maschineneinstellungen<br />
realisiert wurden.<br />
Von besonderer Bedeutung für die Beurteilung der Versuchsergebnisse,<br />
und <strong>da</strong>her an dieser Stelle ausdrücklichst betont,<br />
9


