Overview in PDF format - Tallinna Tehnikaülikool
Overview in PDF format - Tallinna Tehnikaülikool
Overview in PDF format - Tallinna Tehnikaülikool

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
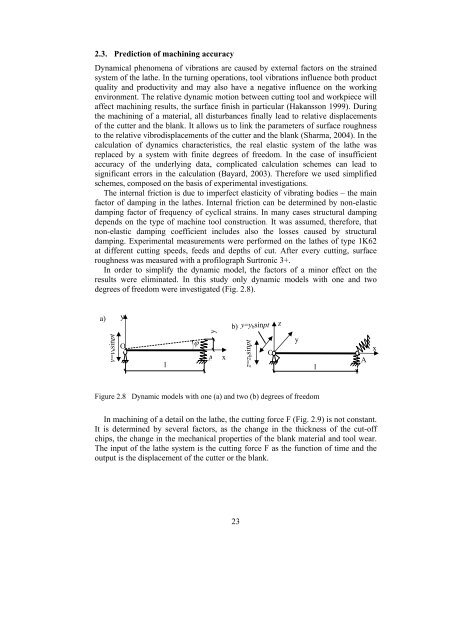
2.3. Prediction of mach<strong>in</strong><strong>in</strong>g accuracyDynamical phenomena of vibrations are caused by external factors on the stra<strong>in</strong>edsystem of the lathe. In the turn<strong>in</strong>g operations, tool vibrations <strong>in</strong>fluence both productquality and productivity and may also have a negative <strong>in</strong>fluence on the work<strong>in</strong>genvironment. The relative dynamic motion between cutt<strong>in</strong>g tool and workpiece willaffect mach<strong>in</strong><strong>in</strong>g results, the surface f<strong>in</strong>ish <strong>in</strong> particular (Hakansson 1999). Dur<strong>in</strong>gthe mach<strong>in</strong><strong>in</strong>g of a material, all disturbances f<strong>in</strong>ally lead to relative displacementsof the cutter and the blank. It allows us to l<strong>in</strong>k the parameters of surface roughnessto the relative vibrodisplacements of the cutter and the blank (Sharma, 2004). In thecalculation of dynamics characteristics, the real elastic system of the lathe wasreplaced by a system with f<strong>in</strong>ite degrees of freedom. In the case of <strong>in</strong>sufficientaccuracy of the underly<strong>in</strong>g data, complicated calculation schemes can lead tosignificant errors <strong>in</strong> the calculation (Bayard, 2003). Therefore we used simplifiedschemes, composed on the basis of experimental <strong>in</strong>vestigations.The <strong>in</strong>ternal friction is due to imperfect elasticity of vibrat<strong>in</strong>g bodies – the ma<strong>in</strong>factor of damp<strong>in</strong>g <strong>in</strong> the lathes. Internal friction can be determ<strong>in</strong>ed by non-elasticdamp<strong>in</strong>g factor of frequency of cyclical stra<strong>in</strong>s. In many cases structural damp<strong>in</strong>gdepends on the type of mach<strong>in</strong>e tool construction. It was assumed, therefore, thatnon-elastic damp<strong>in</strong>g coefficient <strong>in</strong>cludes also the losses caused by structuraldamp<strong>in</strong>g. Experimental measurements were performed on the lathes of type 1K62at different cutt<strong>in</strong>g speeds, feeds and depths of cut. After every cutt<strong>in</strong>g, surfaceroughness was measured with a profilograph Surtronic 3+.In order to simplify the dynamic model, the factors of a m<strong>in</strong>or effect on theresults were elim<strong>in</strong>ated. In this study only dynamic models with one and twodegrees of freedom were <strong>in</strong>vestigated (Fig. 2.8).a)y=ybs<strong>in</strong>ptyOlϕyAxb) y=y b s<strong>in</strong>ptz=zbs<strong>in</strong>ptOzylAxFigure 2.8 Dynamic models with one (a) and two (b) degrees of freedomIn mach<strong>in</strong><strong>in</strong>g of a detail on the lathe, the cutt<strong>in</strong>g force F (Fig. 2.9) is not constant.It is determ<strong>in</strong>ed by several factors, as the change <strong>in</strong> the thickness of the cut-offchips, the change <strong>in</strong> the mechanical properties of the blank material and tool wear.The <strong>in</strong>put of the lathe system is the cutt<strong>in</strong>g force F as the function of time and theoutput is the displacement of the cutter or the blank.23