

CNC 8037 T - Manual de programación - Fagor Automation
CNC 8037 T - Manual de programación - Fagor Automation
CNC 8037 T - Manual de programación - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
9.<br />
CICLOS FIJOS<br />
<strong>CNC</strong> <strong>8037</strong><br />
MODELO ·T·<br />
SOFT: V01.4X<br />
·176·<br />
G86. Ciclo fijo <strong>de</strong> roscado longitudinal<br />
<strong>Manual</strong> <strong>de</strong> <strong>programación</strong><br />
El siguiente ejemplo muestra como efectuar una rosca <strong>de</strong> 3 entradas. Para ello se programarán<br />
3 ciclos fijos <strong>de</strong> roscado con los mismos valores excepto el valor asignado al parámetro "W".<br />
G86 X Z Q R K I B E D L C J A W0<br />
G86 X Z Q R K I B E D L C J A W120<br />
G86 X Z Q R K I B E D L C J A W240<br />
V±5.5<br />
M±5.5<br />
H1<br />
Opcional. Define el número <strong>de</strong> entradas <strong>de</strong> rosca que se <strong>de</strong>sea efectuar.<br />
Si no se programa o se <strong>de</strong>fine con valor 0, la rosca sólo tendrá una entrada.<br />
Define el incremento (M positivo) o <strong>de</strong>cremento (M negativo) <strong>de</strong>l paso <strong>de</strong> la rosca por cada vuelta<br />
<strong>de</strong>l cabezal.<br />
Este parámetro es incompatible con el parámetro K (repaso <strong>de</strong> roscas), por lo que si se programan<br />
ambos parámetros juntos, el <strong>CNC</strong> visualizará el error correspondiente.<br />
Se <strong>de</strong>be tener en cuenta que si se programa un <strong>de</strong>cremento <strong>de</strong>l paso <strong>de</strong> rosca y el paso llega al valor<br />
0 antes <strong>de</strong> terminar el mecanizado, el <strong>CNC</strong> visualizará el error correspondiente.<br />
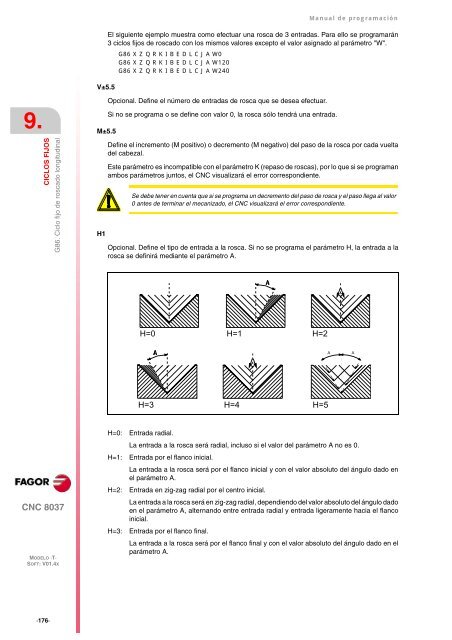
Opcional. Define el tipo <strong>de</strong> entrada a la rosca. Si no se programa el parámetro H, la entrada a la<br />
rosca se <strong>de</strong>finirá mediante el parámetro A.<br />
H=0 H=1 H=2<br />
H=3 H=4<br />
H=0: Entrada radial.<br />
La entrada a la rosca será radial, incluso si el valor <strong>de</strong>l parámetro A no es 0.<br />
H=1: Entrada por el flanco inicial.<br />
La entrada a la rosca será por el flanco inicial y con el valor absoluto <strong>de</strong>l ángulo dado en<br />
el parámetro A.<br />
H=2: Entrada en zig-zag radial por el centro inicial.<br />
La entrada a la rosca será en zig-zag radial, <strong>de</strong>pendiendo <strong>de</strong>l valor absoluto <strong>de</strong>l ángulo dado<br />
en el parámetro A, alternando entre entrada radial y entrada ligeramente hacia el flanco<br />
inicial.<br />
H=3: Entrada por el flanco final.<br />
La entrada a la rosca será por el flanco final y con el valor absoluto <strong>de</strong>l ángulo dado en el<br />
parámetro A.<br />
A<br />
H=5<br />
A














